Что такое углеродный эквивалент (CE)?
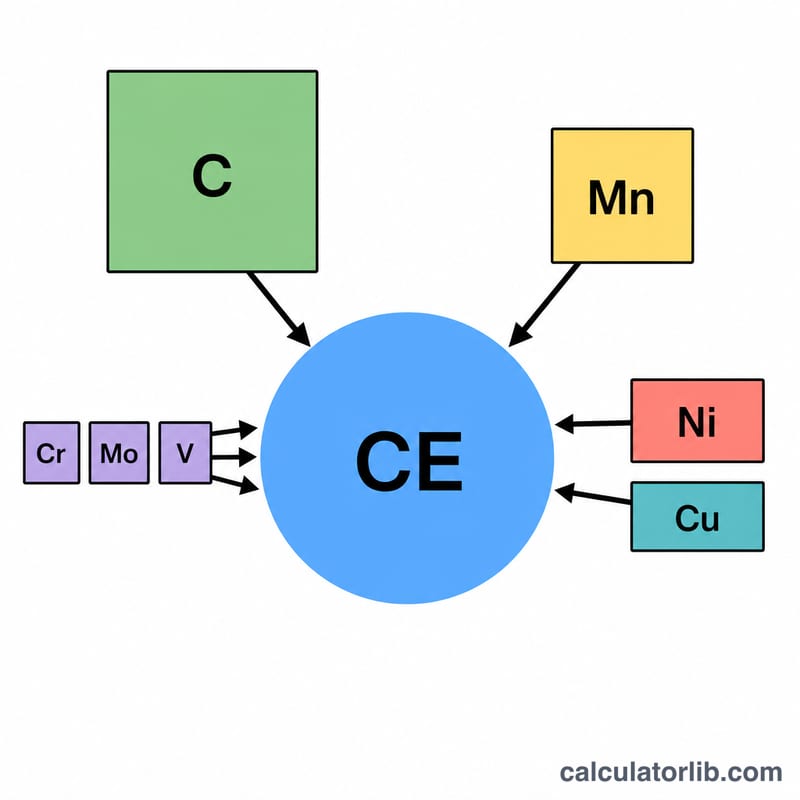
Углеродный эквивалент (его часто обозначают CEV) — это единый показатель, который сводит воедино влияние углерода и других легирующих элементов на прокаливаемость и свариваемость стали. Такие элементы, как марганец, хром и никель, тоже повышают твёрдость, но каждый в разной степени, поэтому их вклад приводят с весовыми коэффициентами к «эквивалентному» количеству углерода. Широко применяемая формула Международного института сварки (IIW) выражает всё это одним процентным значением.
Формула
$$\text{CE} = \text{C} + \frac{\text{Mn}}{6} + \frac{\text{Cr} + \text{Mo} + \text{V}}{5} + \frac{\text{Ni} + \text{Cu}}{15}$$ где каждый элемент — это его массовая доля в стали (в процентах). Углерод учитывается полностью; марганец делится на 6; хром, молибден и ванадий имеют общий делитель 5; никель и медь — общий делитель 15.
Как пользоваться калькулятором
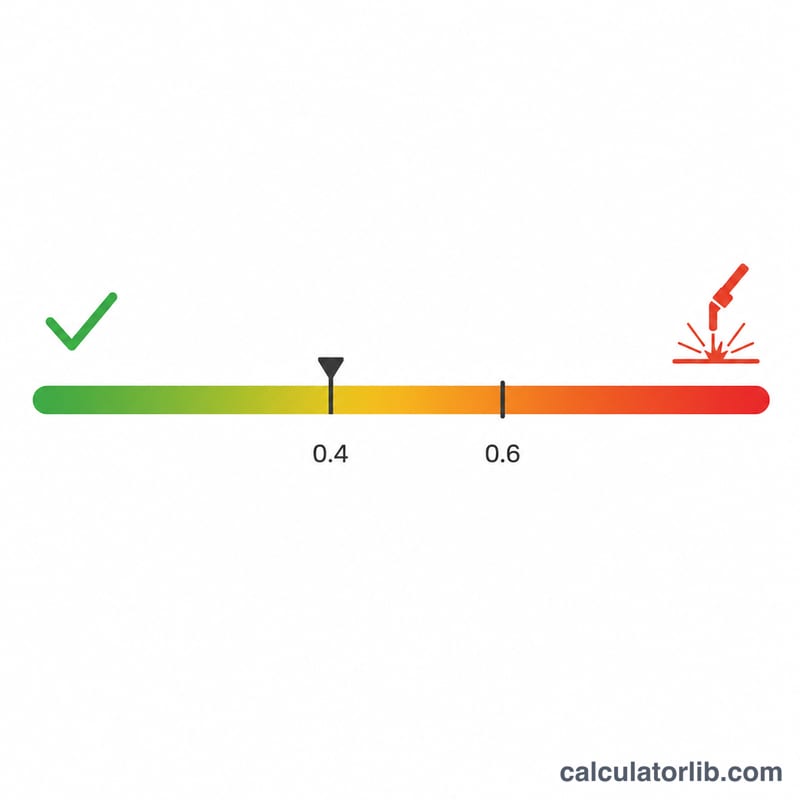
Введите процентное содержание каждого элемента из сертификата качества (mill certificate) или результатов химического анализа стали. Если элемент отсутствует, оставьте в поле ноль. Калькулятор покажет углеродный эквивалент и быструю оценку свариваемости. Как ориентир: стали с CE ниже 0,40 хорошо свариваются без предварительного подогрева, тогда как значения выше 0,45 обычно требуют подогрева и контролируемого охлаждения, чтобы избежать водородного растрескивания в зоне термического влияния.
Разбор примера
Для стали с C = 0,18%, Mn = 1,2%, Cr = 0,2%, Mo = 0,05%, V = 0%, Ni = 0,1%, Cu = 0,15%: $$\text{CE} = 0{,}18 + \frac{1{,}2}{6} + \frac{0{,}2 + 0{,}05 + 0}{5} + \frac{0{,}1 + 0{,}15}{15} = 0{,}18 + 0{,}20 + 0{,}05 + 0{,}016667 = \mathbf{0{,}4467}$$ Это значение попадает в диапазон «обычно требуется предварительный подогрев».
Частые вопросы
Какой CE считается пригодным для сварки? Значение CEV примерно до 0,40–0,45 обычно позволяет варить по стандартным технологиям; при более высоких показателях нужны предварительный подогрев и повышенная аккуратность.
Какая формула используется? Углеродный эквивалент по версии IIW (Международного института сварки) — самый распространённый вариант, на который ссылаются стандарты вроде EN 10025. В российской практике (ГОСТ) применяются свои методики расчёта, и их значения могут отличаться.
Что вводить — проценты или доли? Указывайте массовую долю напрямую в процентах (например, 0,18 для 0,18% углерода) — ровно так, как она приведена в сертификате качества металла.