À quoi sert l'estimateur de temps d'impression 3D ?
Cet estimateur donne une approximation rapide de la durée d'une impression, sans passer par un trancheur (slicer). Plutôt que de lancer un découpage complet, il s'appuie sur trois données simples : la hauteur de votre modèle, la hauteur de couche choisie et le temps moyen nécessaire pour imprimer une couche. C'est parfait pour planifier en amont, comparer différents compromis de hauteur de couche ou évaluer la durée d'une impression lancée pour la nuit.
Mode d'emploi
Saisissez la hauteur du modèle en millimètres (la dimension Z de votre objet), votre hauteur de couche en millimètres (généralement entre 0,1 et 0,3 mm) et le temps moyen par couche en secondes. Le calculateur divise la hauteur par la hauteur de couche pour obtenir le nombre de couches, arrondit à l'entier supérieur afin de couvrir entièrement le modèle, puis multiplie par le temps par couche pour obtenir le total. Les résultats s'affichent en heures et minutes, avec le nombre de couches et le total en secondes.
La formule expliquée
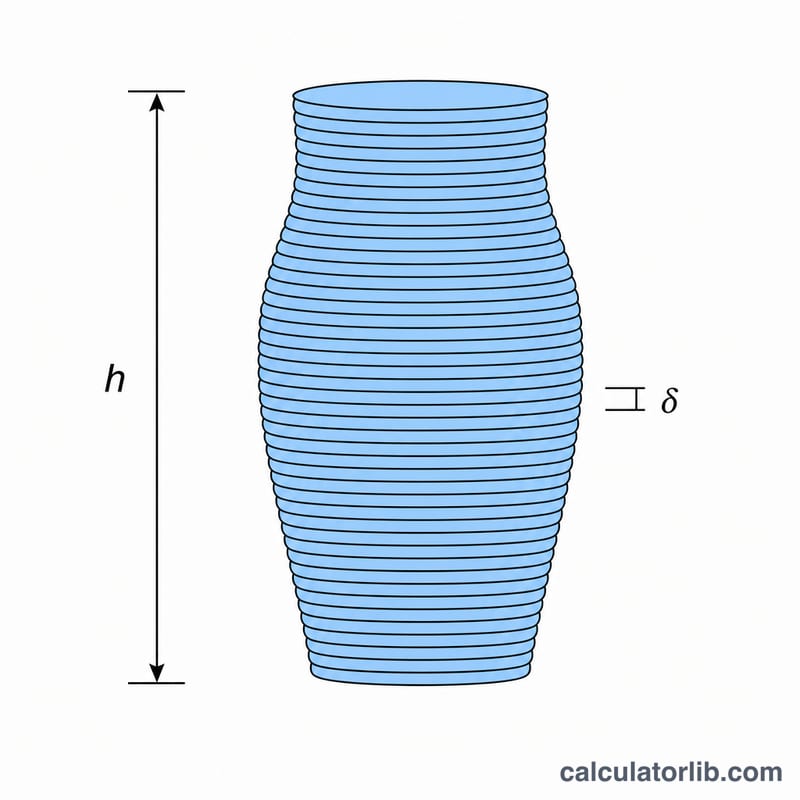
L'estimation se fait en deux étapes. D'abord, $$\text{couches} = \left\lceil \frac{\text{hauteur}}{\text{hauteur de couche}} \right\rceil$$ — on arrondit vers le haut car une couche partielle doit tout de même être imprimée. Ensuite, $$\text{temps} = \text{couches} \times \text{temps moyen par couche}$$ Le temps moyen par couche est l'hypothèse clé : il regroupe les déplacements, l'extrusion, le remplissage et le refroidissement. Un modèle très détaillé ou aux larges sections aura une moyenne plus élevée qu'une fine flèche : ajustez donc cette valeur en fonction de votre pièce.
Exemple concret
Supposons un modèle de 100 mm de haut, imprimé avec une hauteur de couche de 0,2 mm et une moyenne de 20 secondes par couche. $$\text{Couches} = \left\lceil 100 \div 0{,}2 \right\rceil = 500$$ $$\text{Temps total} = 500 \times 20 = 10\,000 \text{ secondes} = 166{,}67 \text{ minutes} \approx 2 \text{ heures } 46 \text{ minutes}$$
Hauteurs de couche typiques et temps par couche
La hauteur de couche est le paramètre unique le plus important à la fois sur le temps d'impression et la qualité de surface. Parce que le nombre de couches est la hauteur du modèle divisée par la hauteur de couche, réduire de moitié la hauteur de couche double à peu près le nombre de couches — et donc le temps. Le tableau ci-dessous liste les hauteurs de couche que la plupart des imprimantes FDM utilisent avec une buse standard de 0,4 mm.
| Hauteur de couche | Profil | Idéal pour |
|---|---|---|
| 0,10 mm | Fin / détail | Miniatures, surfaces courbes lisses, pièces de présentation visibles — le plus lent, le plus grand nombre de couches |
| 0,20 mm | Standard | Pièces fonctionnelles courantes ; l'équilibre par défaut entre vitesse et qualité sur la plupart des imprimantes |
| 0,30 mm | Brouillon | Prototypes rapides, grandes pièces brutes, impressions de nuit où la finition est secondaire |
Relation avec le diamètre de la buse
En règle générale, la hauteur de couche utilisable se situe entre 25 % et 75 % du diamètre de la buse. Pour une buse de 0,4 mm c'est à peu près 0,10–0,30 mm ; pour une buse de 0,6 mm la plage pratique s'élargit à environ 0,15–0,45 mm. Descendre en dessous de 25 % risque une extrusion médiocre et dépasser 75 % affaiblit l'adhésion entre couches.
Temps moyen typique par couche
Le temps moyen pour imprimer une couche dépend principalement de la section transversale tracée à cette hauteur, plus les mouvements de déplacement et de remplissage :
- Petite section transversale (figurine, support fin) : ~10–15 s/couche
- Section transversale moyenne (pièce fonctionnelle typique) : ~15–25 s/couche
- Grande section transversale (base large, remplissage dense) : ~25–45 s/couche
Les couches réelles varient sur un modèle, donc l'estimateur utilise un seul temps moyen par couche. Pour une première approche rapide, 20 s/couche est une valeur de départ raisonnable pour les pièces moyennes.
Comment la hauteur de couche change le temps d'impression
Cette comparaison fixe la hauteur du modèle à 100 mm et le temps moyen par couche à 20 s, puis varie uniquement la hauteur de couche. Elle isole l'effet géométrique pur : des couches moins nombreuses et plus épaisses se terminent bien plus rapidement. Le nombre total de couches est calculé comme \(\lceil 100 / \text{hauteur de couche} \rceil\), et le temps total comme couches \(\times\) 20 s.
| Hauteur de couche | Nombre total de couches | Temps par couche | Temps d'impression total |
|---|---|---|---|
| 0,10 mm (fin) | 1000 | 20 s | 5,56 heures |
| 0,20 mm (standard) | 500 | 20 s | 2,78 heures |
| 0,30 mm (brouillon) | 334 | 20 s | 1,86 heures |
En passant de 0,20 mm à 0,10 mm, on double le nombre de couches et le temps pour une finition plus lisse, tandis que 0,30 mm réduit le temps de qualité standard d'environ un tiers. En pratique, les couches plus épaisses vous permettent aussi d'imprimer légèrement plus vite par couche pour le même débit, donc les économies réelles peuvent être encore plus importantes — mais les lignes de couches deviennent plus visibles.
Planification de votre impression
L'estimateur donne un chiffre géométrique clair ; quelques habitudes le rapprochent de la réalité :
- Chronométrez des couches réelles pour étalonner. Démarrez l'impression, observez une poignée de couches à mi-hauteur avec un chronomètre, et faites leur moyenne. Utilisez cela comme votre
temps_moyen_par_coucheplutôt qu'une estimation — cela capture votre vitesse réelle, remplissage et mouvements de déplacement. - Ajoutez une marge pour le début de l'impression. Les premières couches s'exécutent généralement plus lentement (vitesse réduite de la première couche pour l'adhésion au lit), et chauffer le lit et la buse ajoute plusieurs minutes que la formule n'inclut pas. Ajoutez ~5–10 minutes aux impressions courtes et quelques pour-cent aux impressions longues.
- Utilisez des hauteurs de couche plus grandes pour les brouillons et les impressions de nuit. Quand la finition n'a pas d'importance, passer de 0,10 mm à 0,20 ou 0,30 mm peut à peu près diviser par deux ou par trois le temps — idéal pour les prototypes ou les impressions longues sans surveillance.
- Vérifiez avec votre trancheur avant les longs engagements. Les trancheurs modélisent l'accélération, les pauses de refroidissement et la géométrie variable par couche. Pour une impression sur plusieurs jours, traitez cette estimation comme une vérification de cohérence et comparez-la à la prédiction du trancheur avant de vous engager.
Une fois que vous avez un chiffre d'heures fiable, vous pouvez l'alimenter dans une calculatrice de coût d'impression 3D comme la valeur heures_impression pour intégrer les coûts de filament et d'électricité.
FAQ
Pourquoi le résultat diffère-t-il de mon trancheur ? Les trancheurs calculent le temps de chaque couche individuellement à partir des trajectoires réelles de l'outil ; cet outil utilise une seule moyenne, il s'agit donc d'une estimation et non d'une valeur exacte.
Quel temps moyen par couche utiliser ? Chronométrez quelques couches d'une impression similaire déjà réalisée, ou partez d'une base de 15 à 30 secondes pour des impressions FDM classiques, puis affinez.
La hauteur de couche modifie-t-elle le temps total ? Oui — diviser la hauteur de couche par deux double le nombre de couches, ce qui augmente généralement le temps total, même si chaque couche peut être plus rapide.