ما هي حاسبة تقدير وقت الطباعة ثلاثية الأبعاد؟
تمنحك هذه الحاسبة تقديرًا سريعًا لمدة الطباعة دون الحاجة إلى تشغيل برنامج التقطيع (Slicer). فبدلًا من تقطيع النموذج بالكامل، تعتمد على ثلاثة أرقام بسيطة فقط: ارتفاع النموذج، وسماكة الطبقة التي اخترتها، ومتوسط الزمن اللازم لطباعة طبقة واحدة. هذا الأسلوب مثالي للتخطيط المبكر، أو لمقارنة المفاضلات بين سماكات الطبقات المختلفة، أو لتقدير المدة التي قد تستغرقها طباعة تعمل طوال الليل.
كيفية الاستخدام
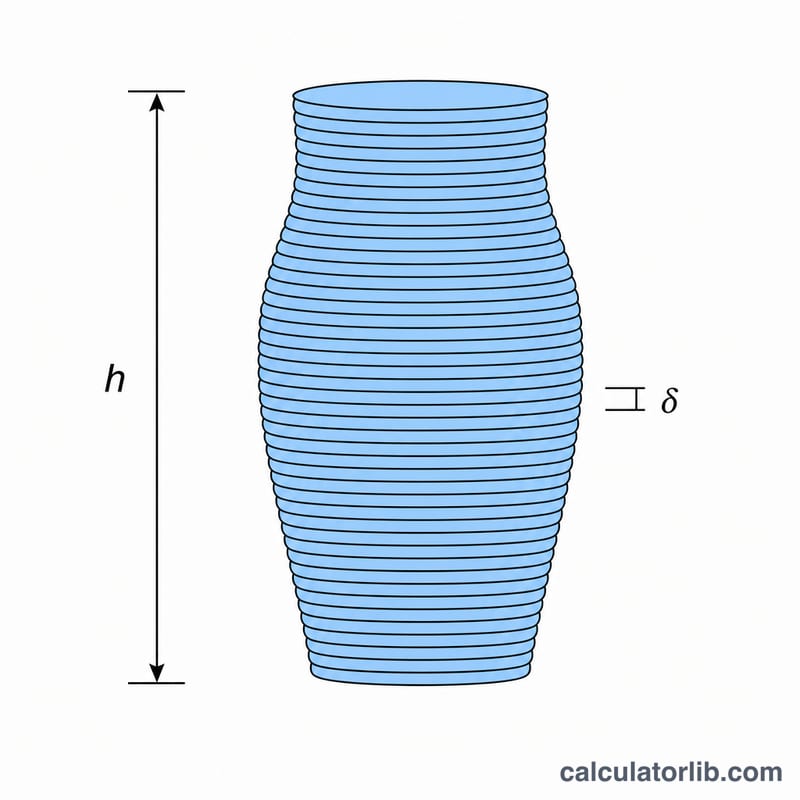
أدخل ارتفاع النموذج بالملّيمترات (البُعد العمودي Z لمجسمك)، ثم سماكة الطبقة بالملّيمترات (تتراوح عادةً بين 0.1 و0.3 مم)، وأخيرًا متوسط الزمن لكل طبقة بالثواني. تقسم الحاسبة الارتفاع على سماكة الطبقة لإيجاد عدد الطبقات، وتُقرّب الناتج للأعلى لضمان تغطية النموذج بالكامل، ثم تضرب ذلك في زمن الطبقة الواحدة للحصول على الإجمالي. وتُعرض النتائج بالساعات والدقائق إضافةً إلى العدد الفعلي للطبقات وإجمالي الثواني.
شرح المعادلة
يعتمد التقدير على خطوتين. أولًا: عدد الطبقات = ⌈الارتفاع ÷ سماكة الطبقة⌉ — ونُقرّب للأعلى لأن أي طبقة جزئية لا بد أن تُطبع كاملة. ثانيًا: الزمن = عدد الطبقات × متوسط الزمن لكل طبقة.
$$\text{عدد الطبقات} = \left\lceil \frac{\text{الارتفاع}}{\text{سماكة الطبقة}} \right\rceil$$
$$\text{الزمن} = \text{عدد الطبقات} \times t_{\text{الطبقة}}$$
ويُعدّ متوسط الزمن لكل طبقة هو الافتراض الأهم، إذ يجمع بين حركات الانتقال والبثق والتعبئة الداخلية والتبريد. فالنموذج الغني بالتفاصيل أو ذو المقاطع العريضة سيكون متوسطه أعلى من برج رفيع، لذا اضبط هذه القيمة لتناسب قطعتك.
مثال تطبيقي
لنفترض أن نموذجًا ارتفاعه 100 مم، يُطبع بسماكة طبقة 0.2 مم، وبمتوسط 20 ثانية لكل طبقة.
$$\text{عدد الطبقات} = \left\lceil \frac{100}{0.2} \right\rceil = 500$$
$$\text{الزمن الإجمالي} = 500 \times 20 = 10{,}000 \text{ ثانية} = 166.67 \text{ دقيقة} \approx \text{ساعتان و46 دقيقة}$$
ارتفاعات الطبقات النموذجية والأوقات لكل طبقة
ارتفاع الطبقة هو أكبر عامل مؤثر على وقت الطباعة وجودة السطح. لأن عدد الطبقات يساوي ارتفاع النموذج مقسوماً على ارتفاع الطبقة، فإن خفض ارتفاع الطبقة إلى النصف يؤدي تقريباً إلى مضاعفة عدد الطبقات — وبالتالي الوقت. الجدول أدناه يسرد ارتفاعات الطبقات التي تستخدمها طابعات FDM الشائعة مع فوهة قياسية بحجم 0.4 مم.
| ارتفاع الطبقة | الملف الشخصي | الأفضل لـ |
|---|---|---|
| 0.10 مم | دقيق / تفصيل | التماثيل الصغيرة والأسطح المنحنية الناعمة والقطع المعروضة المرئية — الأبطأ وأعلى عدد طبقات |
| 0.20 مم | معياري | الأجزاء الوظيفية اليومية؛ التوازن الافتراضي بين السرعة والجودة على معظم الطابعات |
| 0.30 مم | مسودة | النماذج الأولية السريعة والأجزاء الكبيرة والخشنة والطباعات طوال الليل حيث النهاية ليست أساسية |
العلاقة بقطر الفوهة
كقاعدة عامة، يقع ارتفاع الطبقة القابل للاستخدام بين 25% و 75% من قطر الفوهة. بالنسبة لفوهة بحجم 0.4 مم فهذا يقارب 0.10–0.30 مم؛ بالنسبة لفوهة بحجم 0.6 مم يتسع النطاق العملي إلى حوالي 0.15–0.45 مم. الانخفاض عن 25% يخاطر بضعف الطرد وفوق 75% يضعف ترابط الطبقات.
متوسط الوقت النموذجي لكل طبقة
متوسط الوقت لطباعة طبقة واحدة يعتمد بشكل أساسي على المساحة المقطعية التي يتم تتبعها على هذا الارتفاع، بالإضافة إلى حركات السفر والحشو:
- مقطع عرضي صغير (تمثال، قوس رفيع): ~10–15 ث/طبقة
- مقطع عرضي متوسط (جزء وظيفي نموذجي): ~15–25 ث/طبقة
- مقطع عرضي كبير (قاعدة عريضة وحشو كثيف): ~25–45 ث/طبقة
الطبقات الحقيقية تختلف عبر النموذج، لذا يستخدم المقدر الزمني متوسط واحد للوقت لكل طبقة. للمسح الأول السريع، 20 ث/طبقة قيمة بداية معقولة للأجزاء المتوسطة.
كيف يغير ارتفاع الطبقة وقت الطباعة
تقارن هذه المقارنة ارتفاع النموذج عند 100 مم ومتوسط الوقت لكل طبقة عند 20 ث، ثم تختلف فقط ارتفاع الطبقة. إنها تعزل التأثير الهندسي البحت: عدد أقل من الطبقات الأكثر سمكاً ينتهي بسرعة أكبر بكثير. يتم حساب إجمالي الطبقات كـ \(\lceil 100 / \text{ارتفاع الطبقة} \rceil\)، والوقت الإجمالي كطبقات \(\times\) 20 ث.
| ارتفاع الطبقة | إجمالي الطبقات | الوقت لكل طبقة | إجمالي وقت الطباعة |
|---|---|---|---|
| 0.10 مم (دقيق) | 1000 | 20 ث | 5.56 ساعات |
| 0.20 مم (معياري) | 500 | 20 ث | 2.78 ساعات |
| 0.30 مم (مسودة) | 334 | 20 ث | 1.86 ساعات |
الانتقال من 0.20 مم إلى 0.10 مم يضاعف عدد الطبقات والوقت لنهاية أنعم، بينما 0.30 مم يقلل وقت جودة معيارية بحوالي الثلث. عملياً طبقات أكثر سمكاً تسمح لك أيضاً بالطباعة بسرعة أكبر قليلاً لكل طبقة بنفس التدفق، لذا المدخرات في العالم الحقيقي يمكن أن تكون أكبر — لكن خطوط الطبقات تصبح أكثر وضوحاً.
تخطيط طباعتك
يعطي المقدر الزمني رقماً هندسياً نظيفاً؛ بعض العادات تجعله متطابقاً مع الواقع:
- قم بقياس الطبقات الحقيقية للمعايرة. ابدأ الطباعة واراقب حفنة من الطبقات بارتفاع منتصف مع ساعة توقيت وخذ متوسطها. استخدم ذلك كـ
متوسط_الوقت_لكل_طبقةبدلاً من التخمين — فهو يلتقط سرعتك الفعلية وحركات الحشو والسفر. - أضف مخزن مؤقت لبداية الطباعة. الطبقات القليلة الأولى عادة تعمل ببطء أكثر (سرعة الطبقة الأولى المخفضة لالتصاق السرير)، وتسخين السرير والفوهة يضيف عدة دقائق الصيغة لا تشملها. ملء الطباعات القصيرة بـ ~5–10 دقائق والطباعات الطويلة بنسبة قليلة في المئة.
- استخدم ارتفاعات طبقات أكبر للمسودات والطباعات طوال الليل. عندما لا تكون النهاية مهمة، التبديل من 0.10 مم إلى 0.20 أو 0.30 مم يمكن أن يقلل الوقت تقريباً إلى النصف أو الثلث — مثالي للنماذج الأولية أو الطباعات الطويلة دون إشراف.
- تحقق من برنامج التقطيع الخاص بك قبل الالتزامات الطويلة. برامج التقطيع نموذج التسارع وتوقفات التبريد والهندسة المتغيرة لكل طبقة. بالنسبة لطباعة متعددة الأيام، اعتبر هذا التقدير كفحص معقولية وقارنه بتنبؤ برنامج التقطيع قبل الالتزام.
بمجرد أن يكون لديك رقم ساعة موثوق، يمكنك إدخاله في حاسبة تكلفة الطباعة ثلاثية الأبعاد كـ ساعات_الطباعة القيمة لدمج تكاليف الخيط والكهرباء.
الأسئلة الشائعة
لماذا تختلف النتيجة عن برنامج التقطيع لديّ؟ تحسب برامج التقطيع زمن كل طبقة على حدة بناءً على المسارات الفعلية للأداة، أما هذه الأداة فتستخدم متوسطًا واحدًا، لذا فهي تقدير وليست رقمًا دقيقًا.
ما متوسط الزمن لكل طبقة الذي ينبغي استخدامه؟ قِس زمن بضع طبقات من طباعة سابقة مشابهة، أو ابدأ بقيمة تتراوح بين 15 و30 ثانية لطبعات FDM الاعتيادية، ثم اضبطها لاحقًا.
هل تؤثر سماكة الطبقة على الزمن الإجمالي؟ نعم — فتقليل سماكة الطبقة إلى النصف يضاعف عدد الطبقات، وهو ما يزيد عادةً من الزمن الإجمالي رغم أن طباعة كل طبقة قد تكون أسرع.