什麼是 3D 列印時間估算器?
3D 列印時間估算器讓你不必開啟切片軟體,就能快速概估一件作品大約要印多久。它不需要完整切片,只靠三個簡單的數字運作:模型的高度、你設定的層高,以及印完一層所需的平均時間。無論是前期規劃、比較不同層高的取捨,或是估算隔夜列印大概會跑多久,都非常好用。
如何使用
輸入模型高度(單位為公釐,也就是物件的 Z 軸高度)、你的層高(單位為公釐,常見為 0.1–0.3 mm),以及每層平均時間(單位為秒)。計算器會以高度除以層高求出層數,並無條件進位以確保整個模型完整覆蓋,再乘上每層所需時間得到總時間。結果會以小時與分鐘呈現,並附上原始層數與總秒數。
公式說明
估算分為兩個步驟。第一步:
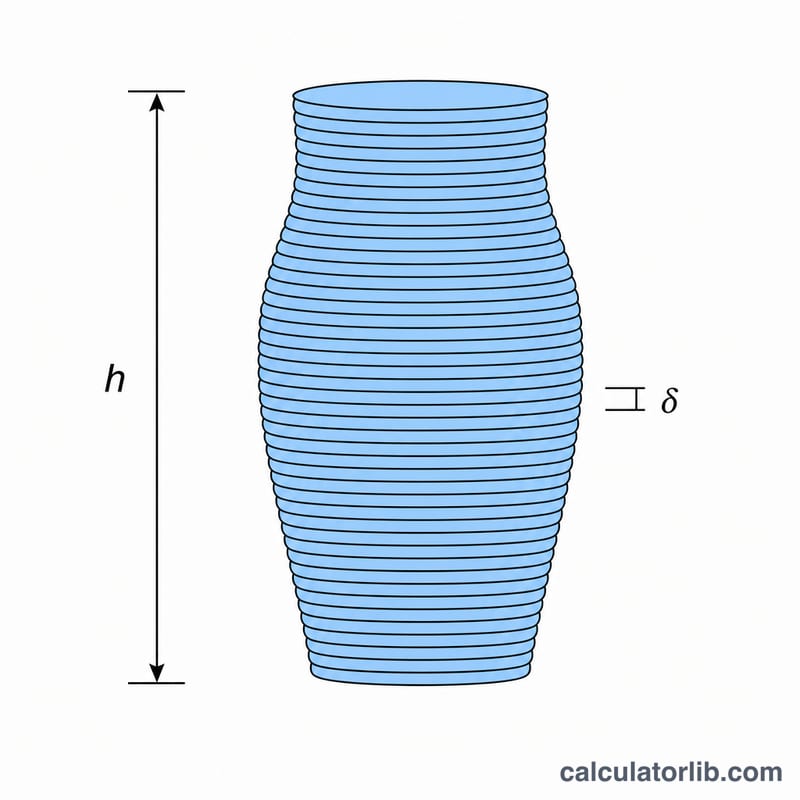
$$\text{層數} = \left\lceil \frac{\text{高度}}{\text{層高}} \right\rceil$$之所以無條件進位,是因為即使只剩半層也仍須列印。第二步:
$$\text{時間} = \text{層數} \times \text{每層平均時間}$$其中「每層平均時間」是最關鍵的假設值,它已涵蓋了空走移動、擠出、填充與冷卻等過程。細節繁複或橫切面較寬的模型,平均值會比細長尖塔來得高,因此請依照你的實際零件調整。
實例試算
假設模型高 100 mm,採用 0.2 mm 層高列印,每層平均 20 秒。層數 = \( \left\lceil 100 \div 0.2 \right\rceil = 500 \)。總時間 = \( 500 \times 20 = 10{,}000 \) 秒 = 166.67 分鐘 ≈ 2 小時 46 分鐘。
典型层高度與每層時間
層高度是同時影響列印時間和表面品質的最大因素。因為層數是模型高度除以層高度,將層高度減半大約會使層數翻倍——因此列印時間也會翻倍。下表列出了大多數搭載標準 0.4 mm 噴嘴的 FDM 列印機所使用的層高度。
| 層高度 | 配置文件 | 適用於 |
|---|---|---|
| 0.10 mm | 細節/精細 | 微縮模型、平滑曲面、可見展示件——最慢、層數最多 |
| 0.20 mm | 標準 | 日常功能性零件;大多數列印機上速度與品質的預設平衡 |
| 0.30 mm | 草稿 | 快速原型、大型粗糙零件、夜間列印(其中外觀是次要的) |
噴嘴直徑的關係
根據經驗法則,可用的層高度應在噴嘴直徑的 25% 至 75% 之間。對於 0.4 mm 噴嘴,大約是 0.10–0.30 mm;對於 0.6 mm 噴嘴,實際範圍擴大到約 0.15–0.45 mm。低於 25% 會導致擠出不良,高於 75% 會削弱層之間的粘合。
典型平均每層時間
列印一層的平均時間主要取決於在該高度被追蹤的橫截面積,加上移動和填充移動:
- 小橫截面(小塑像、薄支架):約 10–15 秒/層
- 中等橫截面(典型功能性零件):約 15–25 秒/層
- 大橫截面(寬底座、密集填充):約 25–45 秒/層
真實層在模型中各不相同,因此估算器使用單一的每層平均時間。對於快速初步估算,20 秒/層對於中等零件是一個合理的起始值。
層高度如何改變列印時間
此比較將模型高度固定在 100 mm,每層平均時間固定在 20 秒,然後僅改變層高度。它隔離了純幾何效果:更少、更厚的層能更快完成。總層數計算為 \(\lceil 100 / \text{層高度} \rceil\),總時間為層數 \(\times\) 20 秒。
| 層高度 | 總層數 | 每層時間 | 總列印時間 |
|---|---|---|---|
| 0.10 mm(精細) | 1000 | 20 秒 | 5.56 小時 |
| 0.20 mm(標準) | 500 | 20 秒 | 2.78 小時 |
| 0.30 mm(草稿) | 334 | 20 秒 | 1.86 小時 |
從 0.20 mm 移到 0.10 mm 會使層數和時間翻倍以獲得更平滑的外觀,而 0.30 mm 會將標準品質時間減少約三分之一。在實踐中,更厚的層也能讓您以相同的流速稍微更快地每層列印,因此實際節省時間可能更大——但層線會變得更明顯。
規劃您的列印
估算器提供了一個乾淨的幾何數字;一些習慣會使其與實際相符:
- 對實際層進行計時以進行校準。開始列印,用秒錶觀察幾個中間高度的層並求平均值。使用該值作為您的
avg_time_per_layer而不是猜測——它捕捉了您的實際速度、填充和移動。 - 為列印開始增加緩衝區。前幾層通常運行較慢(為增強床粘附力而降低首層速度),加熱床和噴嘴會增加公式未包括的幾分鐘。短列印增加約 5–10 分鐘,長列印增加百分之幾。
- 對草稿和夜間列印使用更大的層高度。當外觀不重要時,從 0.10 mm 切換到 0.20 或 0.30 mm 可以大約將時間減少一半或三分之一——非常適合原型或長時間無人值守列印。
- 在做長期承諾之前,根據您的切片軟體進行驗證。切片軟體對加速、冷卻暫停和可變的每層幾何進行建模。對於多天列印,將此估算視為健全性檢查,並在提交之前將其與切片軟體的預測進行比較。
一旦您有了可靠的小時數字,您可以將其作為 print_hours 值輸入到 3D 列印成本計算器中,以納入耗材和電力成本。
常見問題
為什麼結果和我的切片軟體不一樣?切片軟體會依實際的刀具路徑逐層計算各層時間,而本工具只採用單一平均值,因此提供的是估算值,而非精確數字。
每層平均時間該填多少?可以從過去類似作品中量測幾層的時間,或先以一般 FDM 列印常用的 15–30 秒當作起點,再逐步微調。
層高會影響總時間嗎?會。將層高減半會使層數加倍,即使每一層可能印得更快,總時間通常仍會增加。