3D Baskı Süresi Hesaplama Aracı Nedir?
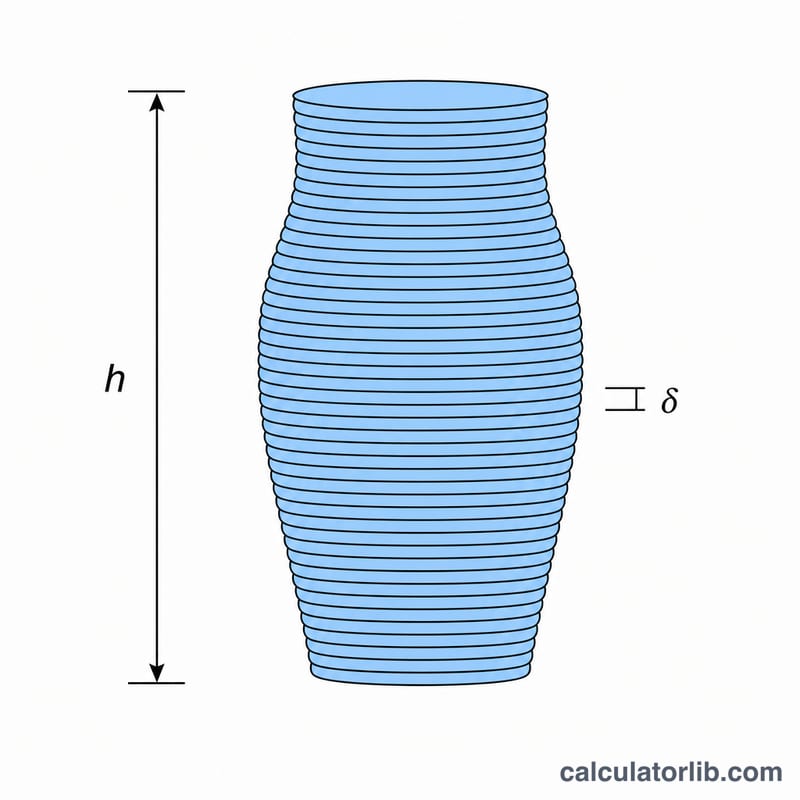
3D Baskı Süresi Hesaplama Aracı, dilimleyici (slicer) çalıştırmadan baskınızın ne kadar süreceğine dair hızlı bir tahmin sunar. Tam bir dilimleme yapmak yerine yalnızca üç basit değerden yola çıkar: modelinizin yüksekliği, seçtiğiniz katman kalınlığı ve bir katmanın basılması için gereken ortalama süre. Erken planlama yapmak, farklı katman kalınlıklarının avantaj ve dezavantajlarını karşılaştırmak ya da gece boyu sürecek bir baskının ne kadar zaman alacağını kestirmek için ideal bir araçtır.
Nasıl Kullanılır?
Model yüksekliğini milimetre cinsinden (nesnenizin Z boyutu), katman kalınlığını milimetre cinsinden (genellikle 0,1–0,3 mm) ve katman başına ortalama süreyi saniye cinsinden girin. Hesaplayıcı, yüksekliği katman kalınlığına bölerek katman sayısını bulur, modelin tamamen kaplanması için yukarı yuvarlar ve ardından bu sayıyı katman başına süreyle çarparak toplam süreyi hesaplar. Sonuçlar saat ve dakika olarak, ayrıca ham katman sayısı ve toplam saniye olarak gösterilir.
Formül Açıklaması
Tahmin iki adımda yapılır. İlk olarak,
$$\text{katman sayısı} = \left\lceil \frac{\text{yükseklik}}{\text{katman kalınlığı}} \right\rceil$$— yarım kalan bir katmanın da basılması gerektiği için yukarı yuvarlarız. İkinci olarak,
$$\text{süre} = \text{katman sayısı} \times t_{\text{katman}}$$Katman başına ortalama süre en kritik varsayımdır: hareket geçişlerini, ekstrüzyonu, dolgu (infill) ve soğuma sürelerini bir arada toplar. Çok detaylı veya geniş kesitli bir modelin ortalaması, ince ve sivri bir nesneninkinden daha yüksek olur; bu yüzden değeri parçanıza göre ayarlayın.
Örnek Hesaplama
Diyelim ki bir model 100 mm yüksekliğinde, 0,2 mm katman kalınlığıyla ve katman başına ortalama 20 saniyeyle basılıyor.
$$\text{katman sayısı} = \left\lceil \frac{100}{0{,}2} \right\rceil = 500$$$$\text{süre} = 500 \times 20 = 10.000 \text{ saniye} = 166{,}67 \text{ dakika} \approx 2 \text{ saat } 46 \text{ dakika}$$
Tipik Katman Yükseklikleri ve Katman Başına Süreler
Katman yüksekliği, hem baskı süresi hem de yüzey kalitesi açısından en önemli etkendir. Katman sayısı model yüksekliğinin katman yüksekliğine bölünmesiyle bulunduğundan, katman yüksekliğini yarıya indirmek katman sayısını – ve dolayısıyla süreyi – kabaca iki katına çıkarır. Aşağıdaki tablo, standart 0,4 mm nozula sahip FDM yazıcılarının kullandığı katman yüksekliklerini göstermektedir.
| Katman yüksekliği | Profil | Kullanım alanı |
|---|---|---|
| 0,10 mm | İnce / Detay | Miniaturler, pürüzsüz eğimli yüzeyler, görülebilir dekoratif parçalar — en yavaş, en yüksek katman sayısı |
| 0,20 mm | Standart | Günlük işlevsel parçalar; çoğu yazıcıda hız ve kalite arasındaki varsayılan denge |
| 0,30 mm | Taslak | Hızlı prototipler, geniş kabaca parçalar, bitişin ikincil olduğu gece boyunca yapılan baskılar |
Nozul çapı ilişkisi
Temel kural olarak, kullanılabilir katman yüksekliği nozul çapının %25 ila %75'i arasında olmalıdır. 0,4 mm nozul için bu kabaca 0,10–0,30 mm'dir; 0,6 mm nozul için pratik aralık yaklaşık 0,15–0,45 mm'ye genişler. %25'in altına düşmek zayıf ekstrüzyon riski taşırken, %75'in üzerine çıkmak katman bağlantısını zayıflatır.
Tipik ortalama katman başına süre
Bir katmanı baskılamak için gereken ortalama süre, asıl olarak bu yükseklikteki enine kesit alanı artı hareket ve dolgulama hareketlerine bağlıdır:
- Küçük enine kesit (figürin, ince braketi): ~10–15 s/katman
- Orta enine kesit (tipik işlevsel parça): ~15–25 s/katman
- Geniş enine kesit (geniş taban, yoğun dolgulama): ~25–45 s/katman
Gerçek katmanlar bir model içerisinde değişiklik gösterir, bu nedenle tahminleyici tek bir ortalama katman başına zamanı kullanır. Hızlı bir ilk geçiş için, 20 s/katman orta büyüklükteki parçalar için makul bir başlangıç değeridir.
Katman Yüksekliği Baskı Süresini Nasıl Değiştiri
Bu karşılaştırma, model yüksekliğini 100 mm'de, katman başına ortalama zamanı 20 s'de sabit tutarak yalnızca katman yüksekliğini değiştirir. Bu, saf geometrik etkiyi izole eder: daha az, daha kalın katmanlar çok daha hızlı biter. Toplam katmanlar \(\lceil 100 / \text{katman yüksekliği} \rceil\) olarak hesaplanır ve toplam süre katmanlar \(\times\) 20 s'dir.
| Katman yüksekliği | Toplam katmanlar | Katman başına süre | Toplam baskı süresi |
|---|---|---|---|
| 0,10 mm (ince) | 1000 | 20 s | 5,56 saat |
| 0,20 mm (standart) | 500 | 20 s | 2,78 saat |
| 0,30 mm (taslak) | 334 | 20 s | 1,86 saat |
0,20 mm'den 0,10 mm'ye geçmek katman sayısını ve daha pürüzsüz bir bitişin elde edilmesi için süreyi iki katına çıkarırken, 0,30 mm standart kalite zamanını yaklaşık üçte bir oranında azaltır. Uygulamada daha kalın katmanlar, aynı akış için katman başına biraz daha hızlı baskı yapmanıza da olanak tanır, bu nedenle gerçek dünyadaki tasarruflar daha da büyük olabilir — ancak katman çizgileri daha belirgin hale gelir.
Baskınızı Planlama
Tahminleyici temiz bir geometrik şekil verir; birkaç alışkanlık onu gerçeklik ile eşleştirir:
- Ayarlamak için gerçek katmanları ölçün. Baskıyı başlatın, orta yükseklikte birkaç katmanı kronometreyle gözlemleyin ve bunların ortalamasını alın. Bunu tahmin etmek yerine
avg_time_per_layerolarak kullanın — bu sizin gerçek hızınızı, dolgulama ve hareket hareketlerinizi yakalar. - Baskı başlangıcı için tampon ekleyin. İlk birkaç katman genellikle daha yavaş çalışır (yatak yapışması için azaltılmış ilk katman hızı), yatak ve nozulu ısıtma formülün içermediği birkaç dakika ekler. Kısa baskıları ~5–10 dakika ve uzun baskıları bir kaç yüzde oranında arttırın.
- Taslaklar ve gece boyunca yapılan çalışmalar için daha geniş katman yükseklikleri kullanın. Bitişin önemli olmadığı durumlarda, 0,10 mm'den 0,20 veya 0,30 mm'ye geçmek süreyi kabaca yarıya veya üçte birine indirebilir — prototipler veya uzun gözetimsiz baskılar için ideal.
- Uzun taahhütler önce diliminizle doğrulayın. Dilimleyiciler hızlanma, soğutma pauzları ve değişken katman başına geometriyi modelleyebilir. Çok günlük bir baskı için, bu tahmini bir akıl sağlaması kontrolü olarak değerlendirin ve taahhüt etmeden önce dilimleyicinin tahmini ile karşılaştırın.
Güvenilir bir saat rakamına sahip olduktan sonra, bunu 3D baskı maliyeti hesaplayıcısı'na print_hours değeri olarak besleyebilir, filaman ve elektrik maliyetlerini hesaba katabilirsiniz.
Sıkça Sorulan Sorular
Neden dilimleyicimden farklı sonuç çıkıyor? Dilimleyiciler her katmanın süresini gerçek araç yollarına göre tek tek hesaplar; bu araç ise tek bir ortalama kullanır, dolayısıyla kesin bir değil, yaklaşık bir sonuç verir.
Katman başına hangi ortalama süreyi kullanmalıyım? Benzer bir önceki baskınızın birkaç katmanını ölçün ya da tipik FDM baskıları için başlangıç noktası olarak 15–30 saniye kullanın, sonra değeri inceltin.
Katman kalınlığı toplam süreyi değiştirir mi? Evet — katman kalınlığını yarıya indirmek katman sayısını ikiye katlar. Her katman daha hızlı basılsa bile bu genellikle toplam süreyi artırır.