Cıvata Tork Hesaplayıcı Nedir?
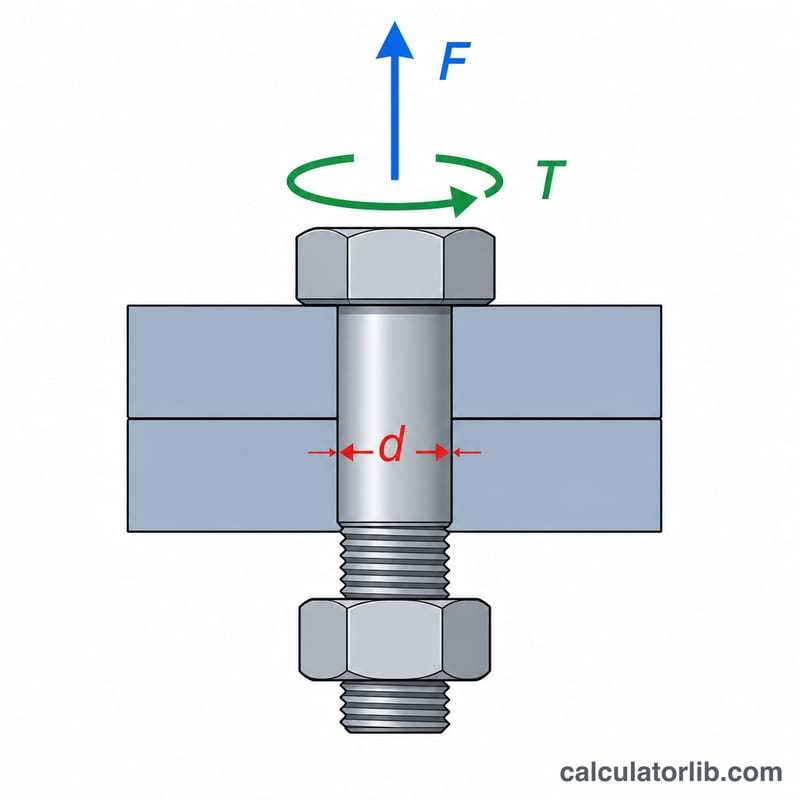
Bu araç, dişli bir bağlantı elemanında istenen sıkıştırma kuvvetini (ön yükü) oluşturmak için gereken sıkma (montaj) torkunu tahmin eder. Yaygın olarak kullanılan kısa biçimli tork denklemi olan \(T = \text{K} \cdot \text{F} \cdot \text{d}\) formülünü temel alır; burada somun faktörü K, hem diş yüzeylerindeki hem de cıvata başının altındaki toplam sürtünmeyi tek bir değerde toplar. Hesaplayıcı evrenseldir ve metrik cıvatalarla çalışır; sonuçlar kolaylık olması açısından newton-metre ile birlikte pound-feet ve pound-inç cinsinden de verilir.
Nasıl Kullanılır?
Üç değeri girin: sürtünme katsayısı veya somun faktörü K (tipik değerler düz çelik için yaklaşık 0,2; hafif yağlanmış için 0,16–0,18; mumlanmış veya kaplamalı bağlantı elemanları için 0,10–0,12'dir), newton cinsinden hedef sıkıştırma kuvveti F ve milimetre cinsinden nominal cıvata çapı d. Hesaplayıcı çapı dahili olarak metreye çevirir, böylece tork N·m cinsinden çıkar. Önce ana sonucu okuyun, ardından altındaki tablodaki emperyal birim dönüşümlerini kontrol edin.
Formülün Açıklaması
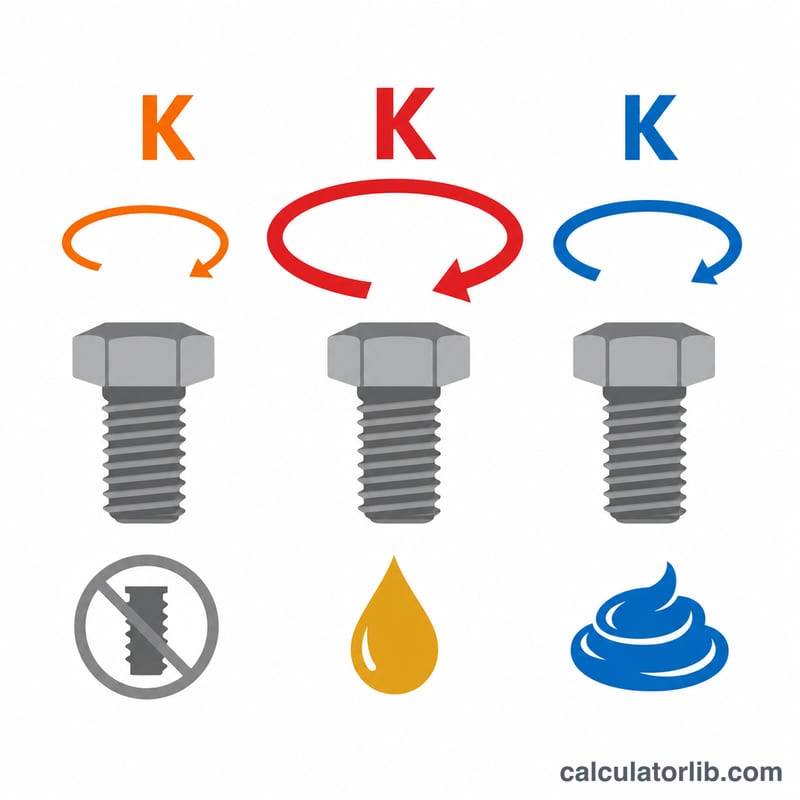
$$T = \text{K} \cdot \text{F (N)} \cdot \frac{\text{d (mm)}}{1000}$$ ilişkisi, torkun hem istenen ön yük hem de cıvata boyutuyla doğrusal olarak arttığını gösterir. Somun faktörü K deneyseldir — diş adımını, sürtünmeyi ve baş oturma geometrisini tek bir boyutsuz sayıda toplar. Daha düşük sürtünme (yağlama, kaplamalar) K'yi azaltır, dolayısıyla aynı sıkıştırma kuvvetine daha az torkla ulaşılır; gerçek montajlarda yağlama varsayımlarının bu kadar önemli olmasının nedeni de budur.
Çözümlü Örnek
K = 0,2 kuru çelik somun faktörüyle, F = 10.000 N sıkıştırma kuvveti hedefleyen bir M12 cıvata (d = 12 mm) için: $$T = 0{,}2 \times 10000 \times 0{,}012 \ \text{m} = 24 \ \text{N}\cdot\text{m}$$ bu da yaklaşık 17,7 lb·ft'ye eşittir.
Cıvata Faktörü (K) Değerleri Yağlama ve Kaplamaya Göre
Cıvata faktörü \(K\), tork-gerilim ilişkisinde \(T = K \cdot F \cdot d\) tüm sürtünme ve geometri etkilerini bir araya toplayan boyutsuz bir katsayıdır. Gerçek bir sürtünme katsayısı değil, yüzey cilasına, kaplamasına ve yağlamasına bağlı olarak değişen ampirik bir çarpandır. \(K\) montajlar arasında kolaylıkla ±%25 veya daha fazla değişebileceğinden, aşağıdaki değerler temsili başlangıç noktalarıdır — kritik bağlantılar için \(K\) test yoluyla doğrulanmalıdır.
| Koşul / Yüzey | Tipik K | Notlar |
|---|---|---|
| Düz / kuru çelik, olduğu gibi | 0.20 | Başka veri yoksa yaygın varsayılan |
| Çinko kaplı (kuru) | 0.18–0.22 | Genellikle ≈ 0.20 olarak kabul edilir |
| Hafif yağlanmış (makine yağı) | 0.16–0.18 | Kuru duruma kıyasla dağılımı azaltır |
| Molibden disülfid (MoS₂) / mum | 0.10–0.12 | Düşük sürtünme; torkun buna göre azaltıldığından emin olun |
| PTFE kaplı | 0.08–0.12 | Çok düşük ve tutarlı sürtünme |
| Kadmiyum kaplı | 0.12–0.16 | Pürüzsüz, kısmen kendi kendini yağlayan |
| Sıcak daldırma galvanizli (kuru) | 0.25–0.35 | Pürüzlü çinko yüzeyi; yüksek ve değişken |
| Sıcak daldırma galvanizli + mum/yağlayıcı | 0.15–0.20 | Yağlama K'yi büyük ölçüde düşürür |
| Paslanmaz çelik, kuru | 0.30–0.50+ | Yapışmaya eğilimli — yağlayın |
| Paslanmaz + anti-yapışkan | 0.10–0.16 | Yapışmayı önlemek için anti-yapışkan zorunludur |
Tork değerini her zaman bağlantının gerçek \(K\) değeriyle eşleştirin: kuru çelik torkunu yağlanmış bir cıvataya uygulamak, cıvatayı aşırı gerilip akma sınırını aşmaya neden olabilir.
Temel Terimler ve Değişkenler
- Tork (T)
- Cıvatayı sıkılaştırmak için uygulanan dönme momenti, newton-metre (N·m), pound-feet (lb-ft) veya pound-inç (in-lb) cinsinden ölçülür. Tork anahtarında ayarladığınız giriş değeridir.
- Sıkma kuvveti / ön gerilim (F)
- Cıvatanın esnemesi sonucu geliştirilen ve bağlantı parçalarını birbirine sıkıştıran eksenel gerilimdir. Tork değil, bu — bağlantıyı gerçekten tutan nicelik budur. Tipik olarak cıvatanın kanıt yükünün %60–%90'ı hedeflenmiştir.
- Cıvata faktörü (K)
- \(T = K \cdot F \cdot d\) aracılığıyla uygulanan torku elde edilen ön gerilime ilişkilendiren boyutsuz ampirik katsayı. İş parçacığı sürtünmesini, kafa/somun yüzey sürtünmesini ve dişçi geometrisini tek bir sayıya paketler.
- Nominal çap (d)
- Cıvata dişinin nominal ana çapı (örneğin M12 için 12 mm). Tork denkleminde kullanılan karakteristik uzunluktur.
- Diş sürtünmesi
- Cıvatanın ve somun ağız içindeki çalışan dişleri arasındaki sürtünme direnci. Tipik olarak uygulanan torkun kabaca %40'ını tüketir.
- Kafa-yüzey (altında) sürtünmesi
- Dönen cıvata kafası veya somun yüzüyle bunun karşısında olan yüzey arasındaki sürtünme. Tipik olarak uygulanan torkun kabaca %50'sini tüketir, cıvatayı fiilen esnetmek için yalnızca yaklaşık %10 kalır.
- Kanıt yükü
- Bir cıvatanın ölçülebilir kalıcı deformasyon olmadan dayanabileceği maksimum çekme kuvveti. Ön gerilim hedefleri, cıvatayı elastik ve güvenlik payı ile tutmak için kanıt yükünün bir kesri olarak ayarlanır.
Sıkça Sorulan Sorular
Çap neden metreye çevriliyor? Newton-metre, uzunluğun metre cinsinden olmasını gerektirir; bu yüzden çarpmadan önce 12 mm, 0,012 m'ye dönüştürülür.
Hangi K değerini kullanmalıyım? Mevcutsa bağlantı elemanı üreticisinin verdiği değeri kullanın; aksi takdirde kuru için 0,2, yağlanmış için 0,16–0,18 yaygın başlangıç noktalarıdır.
Bu sonuç kesin mi? K faktörü yöntemi, önemli ölçüde sapma içeren bir mühendislik tahminidir (±%25 yaygındır). Kritik bağlantılarda ön yükü doğrudan ölçümle doğrulayın veya onaylanmış tork değerlerini kullanın.