What Is the Bolt Torque Calculator?
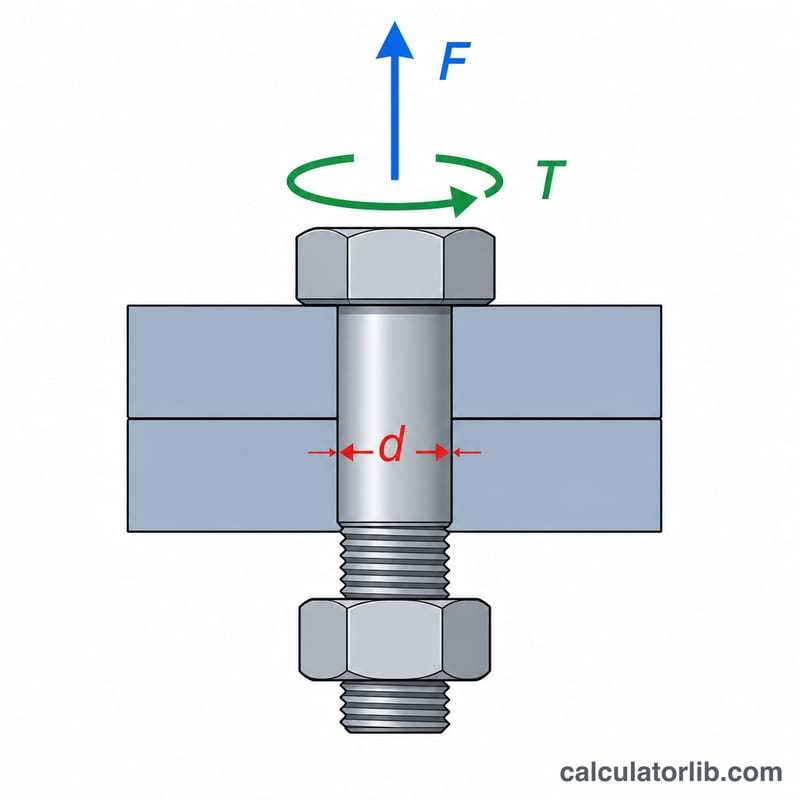
This tool estimates the tightening (installation) torque needed to produce a desired clamp force, or preload, in a threaded fastener. It uses the widely adopted short-form torque equation \(T = K \cdot F \cdot d\), where the nut factor K bundles together the combined friction in the threads and under the bolt head. The calculator is universal and works with metric bolts; results are reported in newton-metres plus pound-feet and pound-inches for convenience.
How to Use It
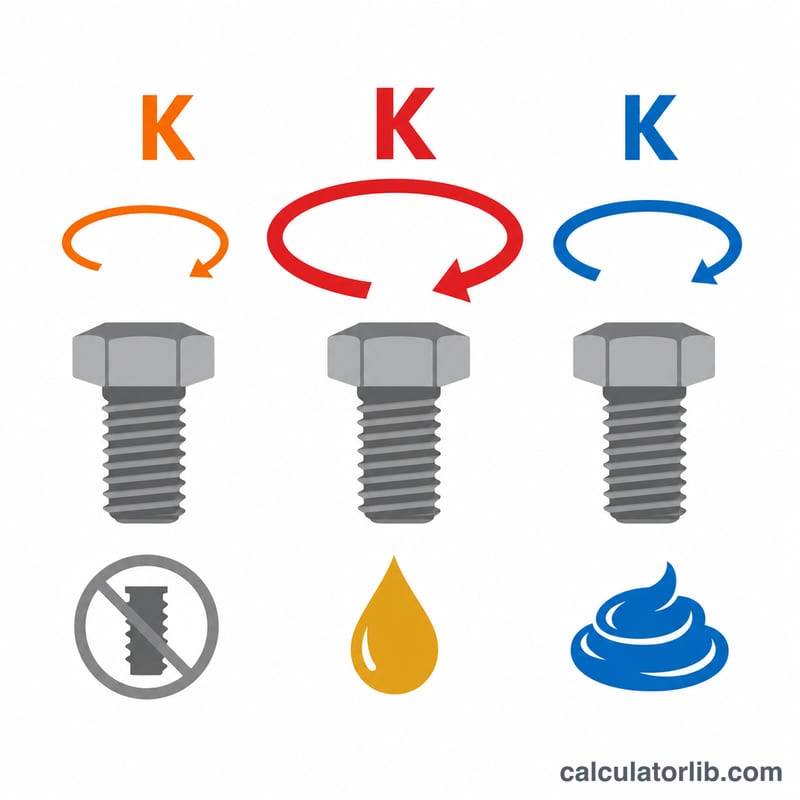
Enter three values: the friction coefficient or nut factor K (typical values are roughly 0.2 for plain steel, 0.16–0.18 lightly lubricated, and 0.10–0.12 for waxed or coated fasteners), the target clamp force F in newtons, and the nominal bolt diameter d in millimetres. The calculator converts the diameter to metres internally so the torque comes out in N·m. Read the primary result, then check the imperial conversions in the table below it.
The Formula Explained
The relationship $$T = K \cdot F \cdot d$$ says torque scales linearly with both the desired preload and the bolt size. The nut factor K is empirical — it captures thread pitch, friction, and head-bearing geometry in a single dimensionless number. Lower friction (lubrication, coatings) reduces K, so less torque achieves the same clamp force; that is why lubrication assumptions matter so much in real assemblies.
Worked Example
For an M12 bolt (d = 12 mm) targeting a clamp force of F = 10,000 N with a dry steel nut factor of K = 0.2: $$T = 0.2 \times 10{,}000 \times 0.012 \ \text{m} = 24 \ \text{N}\cdot\text{m}$$ which equals about 17.7 lb·ft.
Nut Factor (K) Values by Lubrication & Coating
The nut factor \(K\) is a dimensionless coefficient that lumps together all the friction and geometry effects in the torque–tension relationship \(T = K \cdot F \cdot d\). It is not a true coefficient of friction but an empirical multiplier that varies with surface finish, coating, and lubrication. Because \(K\) can easily vary by ±25% or more between assemblies, the values below are representative starting points — for critical joints, \(K\) should be confirmed by testing.
| Condition / Surface | Typical K | Notes |
|---|---|---|
| Plain / dry steel, as-received | 0.20 | Common default when no other data exists |
| Zinc-plated (dry) | 0.18–0.22 | Often assumed ≈ 0.20 |
| Lightly oiled (machine oil) | 0.16–0.18 | Reduces scatter vs. dry |
| Molybdenum disulfide (MoS₂) / wax | 0.10–0.12 | Low-friction; check torque is reduced accordingly |
| PTFE-coated | 0.08–0.12 | Very low and consistent friction |
| Cadmium-plated | 0.12–0.16 | Smooth, somewhat self-lubricating |
| Hot-dip galvanized (dry) | 0.25–0.35 | Rough zinc surface; high and variable |
| Hot-dip galvanized + wax/lube | 0.15–0.20 | Lubrication greatly lowers K |
| Stainless steel, dry | 0.30–0.50+ | Prone to galling — lubricate |
| Stainless + anti-seize | 0.10–0.16 | Anti-seize essential to prevent seizing |
Always match the torque value to the actual \(K\) of the joint: applying a dry-steel torque to a lubricated bolt can over-tension and yield the fastener.
Key Terms & Variables
- Torque (T)
- The rotational moment applied to tighten the fastener, measured in newton-metres (N·m), pound-feet (lb-ft), or pound-inches (in-lb). It is the input you set on a torque wrench.
- Clamp force / preload (F)
- The axial tension developed in the bolt as it stretches, which clamps the joint members together. This — not the torque — is the quantity that actually holds the joint. Typically targeted at 60–90% of the bolt's proof load.
- Nut factor (K)
- A dimensionless empirical coefficient that relates applied torque to achieved preload via \(T = K \cdot F \cdot d\). It bundles thread friction, head/nut bearing friction, and thread geometry into a single number.
- Nominal diameter (d)
- The nominal major diameter of the bolt thread (e.g. 12 mm for an M12). It is the characteristic length used in the torque equation.
- Thread friction
- The frictional resistance between the engaged threads of the bolt and nut. It typically consumes roughly 40% of the applied torque.
- Head-bearing (underhead) friction
- The friction between the rotating bolt head or nut face and the surface it bears against. It typically consumes roughly 50% of the applied torque, leaving only about 10% to actually stretch the bolt.
- Proof load
- The maximum tensile force a fastener can withstand without measurable permanent deformation. Preload targets are set as a fraction of proof load to keep the bolt elastic with a safety margin.
FAQ
Why convert diameter to metres? Newton-metres require length in metres, so 12 mm becomes 0.012 m before multiplying.
What K value should I use? Use the fastener manufacturer's value when available; otherwise 0.2 dry, 0.16–0.18 lubricated are common starting points.
Is this exact? The K-factor method is an engineering estimate with significant scatter (±25% is common). For critical joints, verify preload by direct measurement or use validated torque specs.