बोल्ट टॉर्क कैलकुलेटर क्या है?
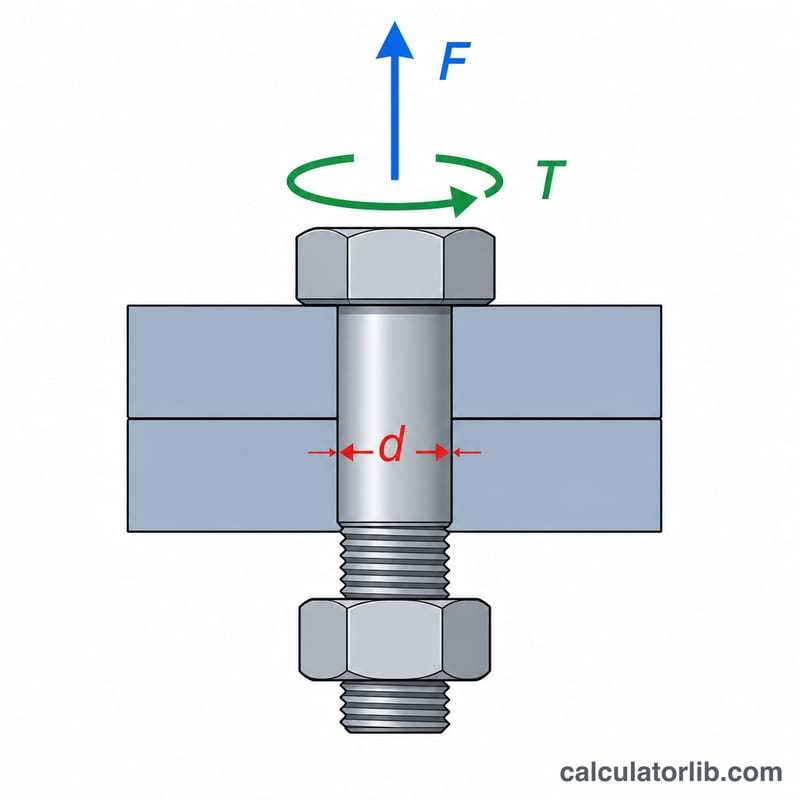
यह टूल किसी थ्रेडेड फास्टनर (बोल्ट) में मनचाही क्लैम्प फोर्स या प्रीलोड पैदा करने के लिए ज़रूरी कसने (इंस्टॉलेशन) टॉर्क का अनुमान लगाता है। इसमें व्यापक रूप से इस्तेमाल होने वाला संक्षिप्त टॉर्क समीकरण \(T = K \cdot F \cdot d\) काम में लिया जाता है, जहाँ नट फैक्टर K थ्रेड और बोल्ट हेड के नीचे के घर्षण (फ्रिक्शन) को एक ही संख्या में समेट देता है। यह कैलकुलेटर सार्वभौमिक है और मीट्रिक बोल्ट के साथ काम करता है; परिणाम न्यूटन-मीटर के साथ-साथ पाउंड-फुट और पाउंड-इंच में भी दिखाए जाते हैं ताकि सुविधा रहे।
इसका इस्तेमाल कैसे करें
तीन मान भरें: घर्षण गुणांक या नट फैक्टर K (सामान्य मान लगभग 0.2 साधारण स्टील के लिए, 0.16–0.18 हल्के लुब्रिकेशन पर, और 0.10–0.12 वैक्स या कोटेड फास्टनर के लिए), न्यूटन में लक्षित क्लैम्प फोर्स F, और मिलीमीटर में बोल्ट का नॉमिनल व्यास d। कैलकुलेटर भीतर ही व्यास को मीटर में बदल देता है ताकि टॉर्क N·m में निकले। पहले मुख्य परिणाम देखें, फिर उसके नीचे दी गई तालिका में इम्पीरियल इकाइयों के मान जाँच लें।
फॉर्मूला समझें
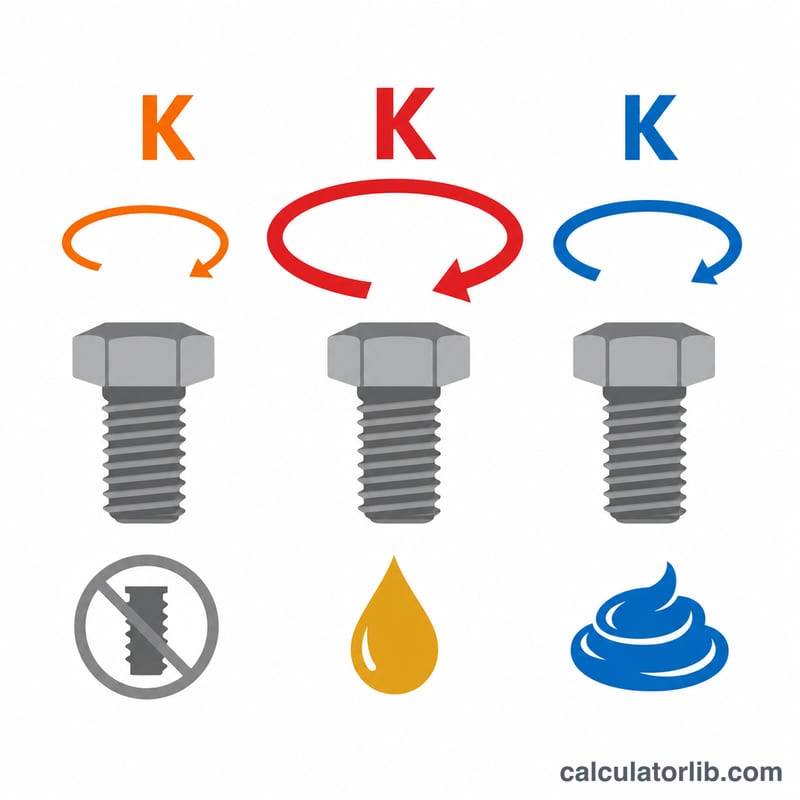
समीकरण $$T = K \cdot F \cdot d$$ बताता है कि टॉर्क, मनचाहे प्रीलोड और बोल्ट के आकार — दोनों के साथ सीधे (linearly) बढ़ता है। नट फैक्टर K प्रायोगिक (empirical) है — यह थ्रेड पिच, घर्षण और हेड-बेयरिंग ज्यामिति को एक ही विमारहित (dimensionless) संख्या में दर्शाता है। कम घर्षण (लुब्रिकेशन, कोटिंग) से K घटता है, इसलिए उतनी ही क्लैम्प फोर्स के लिए कम टॉर्क पर्याप्त रहता है; यही वजह है कि असल असेंबली में लुब्रिकेशन की मान्यताएँ इतनी अहम होती हैं।
हल किया हुआ उदाहरण
एक M12 बोल्ट (\(d = 12 \text{ mm}\)) के लिए, जिसमें \(F = 10{,}000 \text{ N}\) की क्लैम्प फोर्स चाहिए और सूखे स्टील का नट फैक्टर \(K = 0.2\) है: $$T = 0.2 \times 10{,}000 \times 0.012 \text{ m} = 24 \ \text{N}\cdot\text{m}$$ जो लगभग 17.7 lb·ft के बराबर है।
नट फ़ैक्टर (K) मान - लुब्रिकेशन और कोटिंग के अनुसार
नट फ़ैक्टर \(K\) एक विमाहीन गुणांक है जो टॉर्क–तनाव संबंध \(T = K \cdot F \cdot d\) में सभी घर्षण और ज्यामिति प्रभावों को एकत्रित करता है। यह सच्चा घर्षण गुणांक नहीं है बल्कि एक अनुभवजन्य गुणक है जो सतह की फिनिशिंग, कोटिंग और लुब्रिकेशन के साथ बदलता है। क्योंकि \(K\) आसानी से विधानसभाओं के बीच ±25% या अधिक अलग हो सकता है, नीचे दिए गए मान प्रतिनिधि प्रारंभिक बिंदु हैं — महत्वपूर्ण जोड़ों के लिए, \(K\) को परीक्षण द्वारा पुष्टि की जानी चाहिए।
| स्थिति / सतह | विशिष्ट K | नोट्स |
|---|---|---|
| सादा / सूखी स्टील, जैसी-प्राप्त | 0.20 | सामान्य डिफ़ॉल्ट जब कोई अन्य डेटा नहीं होता |
| जस्ता-प्लेटेड (सूखा) | 0.18–0.22 | अक्सर ≈ 0.20 माना जाता है |
| हल्का तेल (मशीन तेल) | 0.16–0.18 | सूखी के मुकाबले बिखराव को कम करता है |
| मोलिब्डेनम डाइसल्फाइड (MoS₂) / मोम | 0.10–0.12 | कम घर्षण; जांचें कि टॉर्क कम होता है |
| PTFE-लेपित | 0.08–0.12 | बहुत कम और सुसंगत घर्षण |
| कैडमियम-प्लेटेड | 0.12–0.16 | चिकना, कुछ हद तक स्व-लुब्रिकेटिंग |
| हॉट-डिप गैल्वेनाइजड (सूखा) | 0.25–0.35 | खुरदुरी जस्ता सतह; उच्च और परिवर्तनशील |
| हॉट-डिप गैल्वेनाइजड + मोम/लुब्रिकेंट | 0.15–0.20 | लुब्रिकेशन K को बहुत कम करता है |
| स्टेनलेस स्टील, सूखा | 0.30–0.50+ | गलिंग के लिए प्रवण — लुब्रिकेट करें |
| स्टेनलेस + एंटी-सीज़ | 0.10–0.16 | जब्ती को रोकने के लिए एंटी-सीज़ आवश्यक है |
टॉर्क मान को जोड़ की वास्तविक \(K\) से हमेशा मेल खाएं: सूखी-स्टील टॉर्क को लुब्रिकेटेड बोल्ट पर लागू करने से फास्टनर को अत्यधिक तनाव और उपज दे सकती है।
मुख्य शर्तें और चर
- टॉर्क (T)
- फास्टनर को कसने के लिए लागू किया जाने वाला घूर्णी क्षण, न्यूटन-मीटर (N·m), पाउंड-फीट (lb-ft), या पाउंड-इंच (in-lb) में मापा जाता है। यह वह इनपुट है जो आप टॉर्क रिंच पर सेट करते हैं।
- क्लैम्प बल / प्रीलोड (F)
- बोल्ट में विकसित अक्षीय तनाव जब यह खिंचता है, जो जोड़ के सदस्यों को एक साथ कसता है। यह — टॉर्क नहीं — वह मात्रा है जो वास्तव में जोड़ को पकड़ता है। आमतौर पर बोल्ट के प्रूफ लोड के 60–90% पर लक्षित।
- नट फ़ैक्टर (K)
- एक विमाहीन अनुभवजन्य गुणांक जो लागू टॉर्क को \(T = K \cdot F \cdot d\) के माध्यम से प्राप्त प्रीलोड से संबंधित करता है। यह थ्रेड घर्षण, सिर/नट बीयरिंग घर्षण और थ्रेड ज्यामिति को एक संख्या में बंडल करता है।
- नाममात्र व्यास (d)
- बोल्ट थ्रेड का नाममात्र प्रमुख व्यास (उदा. M12 के लिए 12 मिमी)। यह टॉर्क समीकरण में उपयोग की जाने वाली विशेषता लंबाई है।
- थ्रेड घर्षण
- बोल्ट और नट के engaged थ्रेड्स के बीच घर्षणात्मक प्रतिरोध। यह आमतौर पर लागू टॉर्क का लगभग 40% उपभोग करता है।
- सिर-बीयरिंग (अंडरहेड) घर्षण
- घूर्णन बोल्ट हेड या नट फेस और सतह के बीच घर्षण जिसके विरुद्ध यह बीयर करता है। यह आमतौर पर लागू टॉर्क का लगभग 50% उपभोग करता है, जिससे केवल लगभग 10% बोल्ट को वास्तव में खिंचाता है।
- प्रूफ लोड
- अधिकतम तन्य बल जो एक फास्टनर बिना मापनीय स्थायी विरूपण के सहन कर सकता है। प्रीलोड लक्ष्य बोल्ट को लचीला रखने के लिए प्रूफ लोड के अंश के रूप में सेट किए जाते हैं सुरक्षा मार्जिन के साथ।
अक्सर पूछे जाने वाले सवाल
व्यास को मीटर में क्यों बदलें? न्यूटन-मीटर के लिए लंबाई मीटर में चाहिए, इसलिए गुणा करने से पहले 12 mm को 0.012 m बना लिया जाता है।
कौन सा K मान इस्तेमाल करूँ? उपलब्ध हो तो फास्टनर निर्माता का दिया मान काम में लें; वरना सूखे के लिए 0.2 और लुब्रिकेटेड के लिए 0.16–0.18 आम शुरुआती बिंदु हैं।
क्या यह बिल्कुल सटीक है? K-फैक्टर विधि एक इंजीनियरिंग अनुमान है जिसमें काफी बिखराव रहता है (±25% आम बात है)। अहम जोड़ों के लिए प्रीलोड को सीधे माप कर जाँचें या प्रमाणित टॉर्क स्पेसिफिकेशन का उपयोग करें।