볼트 토크 계산기란?
이 계산기는 나사 체결부에서 원하는 체결력(클램프 포스), 즉 예압(프리로드)을 얻기 위해 필요한 조임 토크(설치 토크)를 추정해 줍니다. 널리 쓰이는 간략화 토크 공식 \(T = K \cdot F \cdot d\) 를 사용하며, 여기서 너트 계수 K는 나사산과 볼트 머리 아래에서 발생하는 마찰을 하나로 묶어 표현한 값입니다. 이 도구는 어디서나 사용할 수 있고 미터(metric) 볼트에 적합하며, 결과는 뉴턴미터(N·m)와 함께 편의를 위해 파운드피트(lb-ft), 파운드인치(in-lb)로도 표시됩니다.
사용 방법
세 가지 값을 입력하세요. 먼저 마찰 계수 또는 너트 계수 K (일반적으로 무처리 강재는 약 0.2, 가볍게 윤활한 경우 0.16~0.18, 왁스 처리나 코팅된 체결구는 0.10~0.12 정도입니다), 목표 체결력 F(단위: 뉴턴, N), 그리고 볼트 공칭 지름 d(단위: 밀리미터, mm)를 넣습니다. 계산기는 지름을 내부적으로 미터로 변환하므로 토크가 N·m 단위로 산출됩니다. 메인 결과값을 확인한 뒤, 아래 표에서 야드파운드(임페리얼) 단위 환산값도 함께 살펴보세요.
공식 풀이
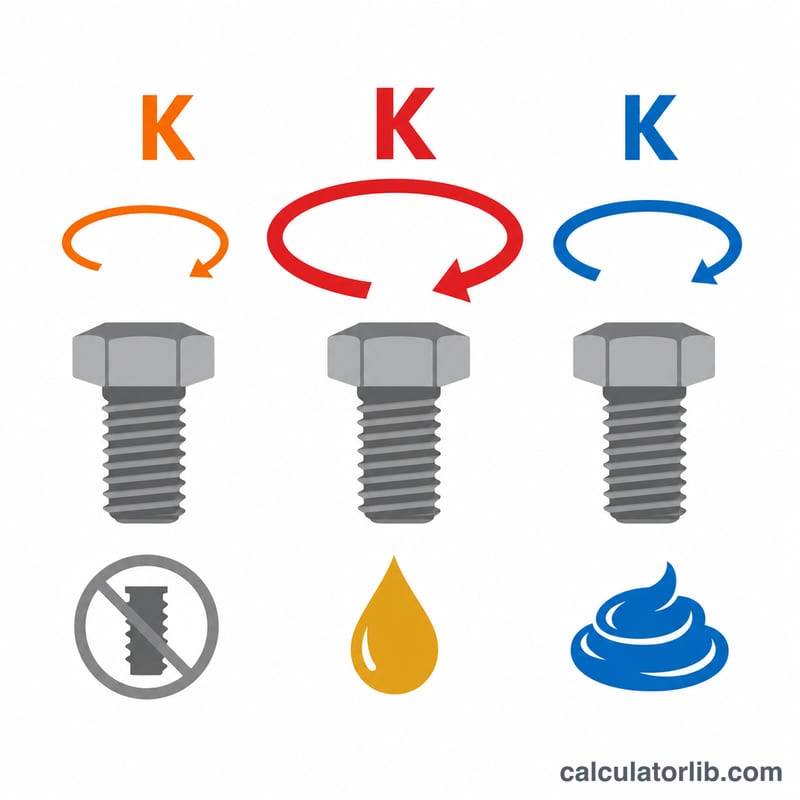
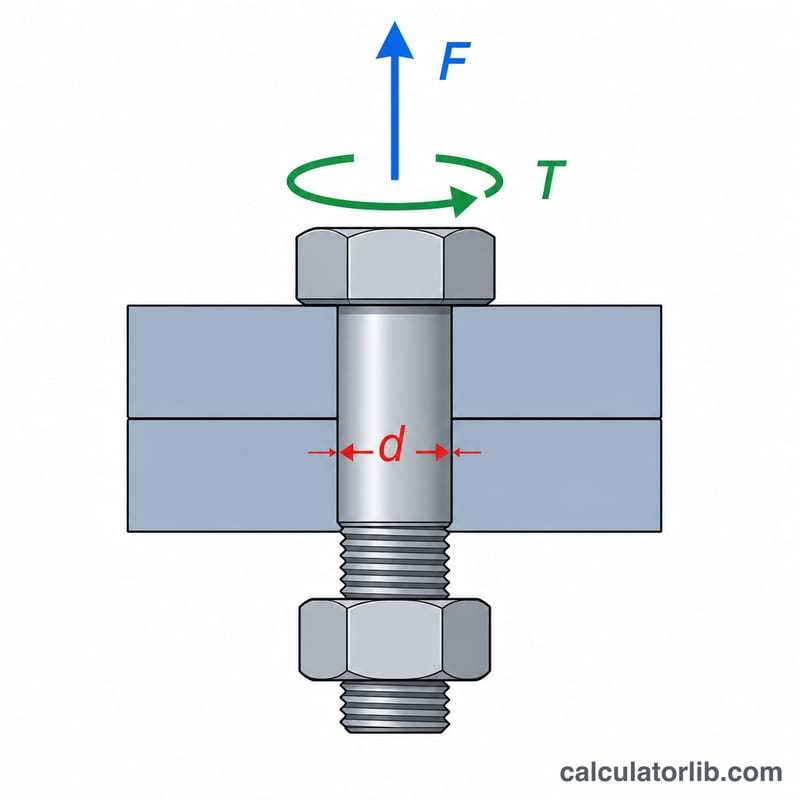
$$T = K \cdot F \cdot d$$ 관계식은 토크가 원하는 예압과 볼트 크기에 모두 비례해 선형으로 커진다는 것을 보여 줍니다. 너트 계수 K는 경험적으로 구한 값으로, 나사 피치·마찰·머리 접촉면 형상을 하나의 무차원 수로 담아낸 것입니다. 마찰이 줄어들면(윤활, 코팅) K가 작아지므로 같은 체결력을 얻는 데 필요한 토크도 줄어듭니다. 실제 조립에서 윤활 조건을 어떻게 가정하느냐가 그토록 중요한 이유가 바로 여기에 있습니다.
계산 예시
M12 볼트(\(d = 12\ \text{mm}\))에서 목표 체결력 \(F = 10{,}000\ \text{N}\), 건조 상태 강재 너트 계수 \(K = 0.2\) 인 경우: $$T = 0.2 \times 10{,}000 \times 0.012\ \text{m} = 24\ \text{N}\cdot\text{m}$$ 이며, 이는 약 17.7 lb·ft 에 해당합니다.
너트 계수(K) 값 — 윤활 및 코팅별
너트 계수 \(K\)는 토크-장력 관계식 \(T = K \cdot F \cdot d\)에서 모든 마찰과 기하학적 효과를 하나로 묶은 무차원 계수입니다. 진정한 마찰 계수가 아니라 표면 마무리, 코팅, 윤활에 따라 변하는 경험적 승수입니다. \(K\)는 조립체 간에 ±25% 이상 쉽게 변할 수 있으므로, 아래의 값들은 대표적인 출발점이며 — 중요한 접합부의 경우 \(K\)를 시험을 통해 확인해야 합니다.
| 조건 / 표면 | 전형적인 K | 비고 |
|---|---|---|
| 평탄 / 건조 강철, 수신 상태 | 0.20 | 다른 데이터가 없을 때 일반적인 기본값 |
| 아연 도금(건조) | 0.18–0.22 | 보통 ≈ 0.20으로 간주 |
| 가볍게 유분 처리됨(기계유) | 0.16–0.18 | 건조 상태 대비 산포 감소 |
| 이황화 몰리브덴(MoS₂) / 왁스 | 0.10–0.12 | 저마찰; 토크가 그에 따라 감소하는지 확인 |
| PTFE 코팅 | 0.08–0.12 | 매우 낮고 일관된 마찰 |
| 카드뮴 도금 | 0.12–0.16 | 매끄러움, 어느 정도 자가 윤활성 |
| 용융 아연 도금(건조) | 0.25–0.35 | 거친 아연 표면; 높고 가변적 |
| 용융 아연 도금 + 왁스/윤활 | 0.15–0.20 | 윤활이 K를 크게 낮춤 |
| 스테인리스강, 건조 | 0.30–0.50 이상 | 거링 경향 — 윤활 필요 |
| 스테인리스 + 고온 윤활제 | 0.10–0.16 | 거링 방지를 위해 고온 윤활제 필수 |
항상 토크 값을 접합부의 실제 \(K\)에 맞춰야 합니다: 건조 강철용 토크를 윤활된 볼트에 적용하면 과도한 장력으로 인해 체결편이 항복할 수 있습니다.
주요 용어 및 변수
- 토크(T)
- 체결편을 조이기 위해 가하는 회전 모멘트이며, 뉴턴-미터(N·m), 파운드-피트(lb-ft), 또는 파운드-인치(in-lb)로 측정됩니다. 토크 렌치에서 설정하는 입력값입니다.
- 클램프 력 / 사전 장력(F)
- 볼트가 늘어나면서 발생하는 축 방향 장력이며, 접합부 부재들을 함께 조입니다. 이것이 — 토크가 아니라 — 실제로 접합부를 유지하는 양입니다. 일반적으로 볼트의 항복하중의 60–90%를 목표로 합니다.
- 너트 계수(K)
- \(T = K \cdot F \cdot d\)를 통해 가해진 토크를 달성된 사전 장력과 연결하는 무차원 경험적 계수입니다. 나사 마찰, 머리/너트 면 마찰, 나사 기하를 하나의 숫자로 통합합니다.
- 공칭 지름(d)
- 볼트 나사의 공칭 대경(예: M12의 경우 12 mm). 토크 방정식에서 사용되는 특성 길이입니다.
- 나사 마찰
- 볼트와 너트의 맞물린 나사 사이의 마찰 저항입니다. 일반적으로 가해진 토크의 약 40%를 소비합니다.
- 머리 면 마찰(머리 밑 마찰)
- 회전하는 볼트 머리 또는 너트 면과 그것이 지지하는 표면 사이의 마찰입니다. 일반적으로 가해진 토크의 약 50%를 소비하며, 실제로 볼트를 늘리는 데에는 약 10%만 남깁니다.
- 항복하중
- 체결편이 측정 가능한 영구 변형 없이 견딜 수 있는 최대 인장력입니다. 사전 장력 목표는 항복하중의 분수로 설정되어 안전 여유를 가지고 볼트를 탄성 범위 내에 유지합니다.
자주 묻는 질문
왜 지름을 미터로 변환하나요? 뉴턴미터(N·m)는 길이 단위가 미터여야 하므로, 곱하기 전에 \(12\ \text{mm}\)를 \(0.012\ \text{m}\)로 바꿔 줍니다.
어떤 K 값을 써야 하나요? 가능하면 체결구 제조사가 제시한 값을 사용하세요. 그렇지 않다면 건조 상태 0.2, 윤활 상태 0.16~0.18 정도를 흔히 출발점으로 삼습니다.
이 값이 정확한가요? K 계수 방식은 편차가 큰 공학적 추정치입니다(±25% 정도는 흔합니다). 안전이 중요한 체결부에서는 예압을 직접 측정하거나 검증된 토크 규격을 사용해 확인하시기 바랍니다.