Nedir?
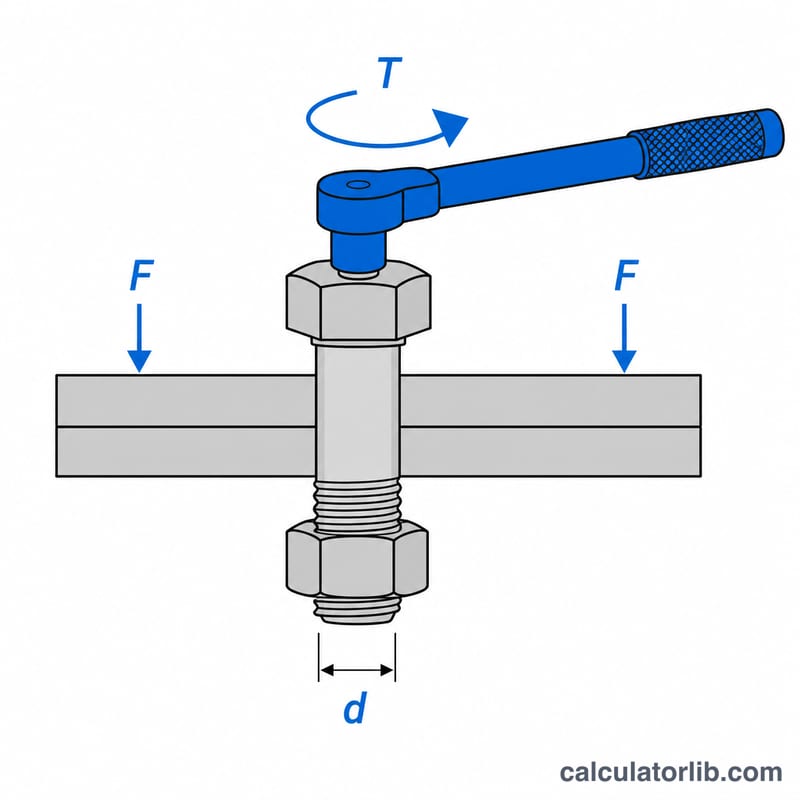
Vida Sıkma Torku Hesaplama Aracı, cıvatalı bir bağlantıda hedeflenen sıkıştırma (ön gerilme) kuvvetini elde etmek için gereken anahtar torkunu tahmin eder. Yaygın olarak kullanılan kısa torku denklemi olan \(T = K \cdot F \cdot d\) formülünü temel alır. Burada K boyutsuz sürtünme katsayısı (nut factor), F istenen sıkıştırma kuvveti ve d nominal diş (cıvata) çapıdır. Bu bağıntı evrenseldir ve tutarlı bir birim sistemi kullanıldığı sürece her durumda geçerlidir.
Nasıl Kullanılır?
Sürtünme katsayısı K değerini (işlenmemiş düz çelik için genellikle 0,2; yağlanmış yüzeylerde ~0,15; kuru/çinko kaplı yüzeylerde ~0,3), newton cinsinden hedef sıkıştırma kuvveti F'yi ve milimetre cinsinden nominal diş çapı d'yi girin. Hesaplayıcı, torku hem newton-metre (\(\text{N}\cdot\text{m}\)) hem de newton-milimetre (\(\text{N}\cdot\text{mm}\)) cinsinden verir. Sonucu sürtünme belirlediği için, K değerini bağlantı elemanınızın yüzey durumu ve yağlanma koşuluna göre seçin.
Formülün Açıklaması
Uygulanan torkun yaklaşık %50'si somun/baş oturma yüzeyindeki sürtünmeyi, yaklaşık %40'ı diş sürtünmesini yener; yalnızca %10 kadarı cıvatayı gerçekten gererek ön gerilmeyi oluşturur. Sürtünme katsayısı K, tüm bu etkileri tek bir katsayıda toplayarak basit doğrusal $$T = \text{K} \cdot \text{F (N)} \cdot \frac{\text{d (mm)}}{1000}$$ biçimini verir. d milimetre cinsinden girildiği için, hesaplayıcı \(\text{N}\cdot\text{m}\) sonucunu elde etmek üzere değeri metreye çevirmek amacıyla 1000'e böler.
Örnek Hesap
K = 0,2, F = 10.000 N ve d = 10 mm için: $$T = 0{,}2 \times 10000 \times \frac{10}{1000} = 0{,}2 \times 10000 \times 0{,}01 = 20\ \text{N}\cdot\text{m}$$ (eşdeğer olarak 20.000 N·mm).
Sıkma Faktörü (K) Değerleri Bağlantı Elemanı Durumuna Göre
Sıkma faktörü \(K\) (ayrıca tork katsayısı olarak da adlandırılır) diş sürtünmesi, yatak (kafa altı) sürtünmesi ve geometrik adım etkisini \(T = K \cdot F \cdot d\) hesaplamasında kullanılan tek bir boyutsuz sayıya bir araya getirir. Hesaplamada açık ara en değişken giriş parametresidir — K'daki küçük bir değişiklik, belirli bir sıkma kuvveti için gerekli torkta orantılı bir değişiklik üretir. Aşağıdaki değerler tipik yayınlanmış aralıklardır; her zaman mevcut olduğunda bağlantı elemanı tedarikçisinin veya montaj spesifikasyonlarını tercih edin.
| Bağlantı elemanı / yağlama durumu | Tipik K (aralık) | Nominal K |
|---|---|---|
| Alındığı gibi düz çelik (hafif yağlı değirmenci bitişi) | 0.18 – 0.22 | 0.20 |
| Temiz ve kuru, yağlayıcı yok | 0.20 – 0.30 | 0.25 |
| Makine yağı yağlanmış | 0.12 – 0.18 | 0.15 |
| Mum / molibden disülfür (moli) | 0.10 – 0.12 | 0.11 |
| Çinko kaplı (elektro kaplı) | 0.20 – 0.25 | 0.22 |
| Sıcak daldırma galvanizli | 0.25 – 0.35 | 0.30 |
| Kadmiyum kaplı | 0.12 – 0.20 | 0.16 |
| Siyah oksit | 0.15 – 0.20 | 0.18 |
| Paslanmaz çelik üstünde paslanmaz çelik (yağsız — yapışma riski) | 0.25 – 0.50 | 0.30 |
| PTFE kaplı | 0.08 – 0.12 | 0.10 |
Not: bu K değerleri yaklaşık olup kaynak ve duruma güçlü bir şekilde bağımlıdır. Yüzey bitişi, kaplama kalınlığı, tekrarlanan yeniden kullanım, sıcaklık ve montaj hızı etkin sıkma faktörünü değiştirir. Kritik bağlantılar için, K temsili donanım üzerinde deneysel olarak belirlenmelidir.
Cıvata Boyutu ve Sınıfına Göre Önerilen Tork ve Sıkma Kuvveti
Tablo, \(K = 0.20\) sıkma faktörü (temiz, hafif yağlı çelik) ile ortak kalın adımlı metrik civataların rehber sıkıştırma torklerini listeler ve hedef sıkma (ön gerilim) kuvveti kanıt yükünün kabaca %65–70'i olarak alınır — genel amaçlı bağlantılar için yaygın bir varsayım. Tork, \(T = K \cdot F \cdot d\) formülünden hesaplanır. Örneğin, yaklaşık 28.800 N ön gerilim hedefli bir M12 sınıf 8.8 civatasında \(T = 0.20 \times 28800 \times 0.012 = \) 69.1 N·m. Daima uygulanabilir tasarım standardı veya üretici verilerine karşı doğrulayın; aşağıdaki değerler tipik ve yuvarlanmıştır.
| Boyut | Gerilme alanı (mm²) | Hedef ön gerilim, sınıf 8.8 (kN) | Tork 8.8 (N·m) | Tork 10.9 (N·m) | Tork 12.9 (N·m) |
|---|---|---|---|---|---|
| M6 | 20.1 | 7.3 | 9 | 13 | 15 |
| M8 | 36.6 | 13.3 | 21 | 31 | 37 |
| M10 | 58.0 | 21.1 | 42 | 62 | 73 |
| M12 | 84.3 | 30.7 | 73 | 108 | 126 |
| M16 | 157 | 57.2 | 180 | 265 | 310 |
| M20 | 245 | 89.4 | 360 | 510 | 600 |
| M24 | 353 | 129 | 620 | 880 | 1030 |
Bunlar, belirtilen varsayımlar altında kalın adımlı dişler için ortak bağlantı elemanı standartlarından (örn. ISO 898-1 özellik sınıfları) türetilen rehber rakamlardır. Sınıf 10.9 ve 12.9 sütunları bu derecelerin daha yüksek kanıt mukavemetleri ile ölçeklendirilir. Yukarıdaki tablodan uygun K'yi seçerek yağlanmış veya kaplı bağlantı elemanları için torku azaltın.
Temel Terimler ve Değişkenler
- T — Sıkma torku (N·m veya N·mm)
- İstenen sıkma kuvvetini geliştirmek için somun veya cıvata kafasına uygulanan döner moment. Bu araçta, \(T = K \cdot F \cdot d\), d mm'den m'ye dönüştürülerek.
- K — Sıkma faktörü / tork katsayısı (boyutsuz)
- Diş sürtünmesi, kafa altı yatak sürtünmesi ve diş adım geometrisini bir araya getiren ampirik bir faktör. Yağlama ve bitişe bağlı olarak tipik olarak 0.10–0.30.
- F — Sıkma kuvveti / ön gerilim (N)
- Bağlantıyı sıkmak için birlikte çalışan cıvata gövdesinde geliştirilen eksenel gerilim. Bu sıkmanın faydalı çıktısıdır; giriş torkinin yalnızca küçük bir kısmı (genellikle ~%10–15) ön gerilime dönüşür, geri kalan kısım sürtünmeyi aşar.
- d — Nominal çap (mm)
- Cıvata diş sisteminin nominal ana (dış) çapı, örneğin M12 cıvatası için 12 mm. Formül metre cinsine dönüştürmek için 1000'e bölünür.
- Ön gerilim
- Montaj sırasında bir bağlantı elemanına yüklenen başlangıç gerilimi, F'ye eşittir. Yeterli ön gerilim bir bağlantıyı sıkı tutmak ve gevelmeme ve yorulmaya karşı direnç gösterir.
- Kanıt yükü (N)
- Bir cıvatanın ölçülebilir kalıcı deformasyona uğramadan dayanabileceği maksimum çekme yükü, özellik sınıfı başına tanımlanır. Hedef ön gerilimler genellikle kanıt yükünün yüzdesi (genellikle %65–75) olarak ayarlanır.
- Özellik sınıfı
- Metrik cıvatanın dayanım sınıfı (örn. ISO 898-1 uyarınca 8.8, 10.9, 12.9). İlk sayı çekme mukavemetine, ikincisi çekmeye verim oranına ilişkindir.
- Diş sürtünmesi
- Sıkma sırasında kaydığı için cıvata ve somun dişleri arasındaki direnç; sıkma faktörü K'nin önemli bir bileşeni.
- Yatak (kafa altı) sürtünmesi
- Dönen cıvata kafası veya somun yüzü ile sıkılan yüzey veya rondela arasındaki direnç; tipik olarak gerekli tork için en büyük tek katkı.
Sıkça Sorulan Sorular
Yağlama neden bu kadar önemli? Yağlayıcı K değerini düşürür; böylece aynı tork daha fazla sıkıştırma kuvveti üretir ya da aynı kuvvet için daha az tork gerekir. Daima gerçek koşulunuza uygun bir K değeri kullanın.
Bu hesap kesin mi? Hayır. Sürtünme katsayısı yöntemi bir yaklaşımdır; gerçek ön gerilme ±%25 veya daha fazla sapabilir. Kritik bağlantılarda dönüş açısı (tork-açı) veya cıvata uzaması ölçümü kullanın.
İngiliz (Imperial) birimleri kullanabilir miyim? Evet, uzun formdaki denklemle mümkündür; ancak bu araç N·m çıktısı vermek için F'yi N, d'yi ise mm cinsinden kabul eder.