What It Is
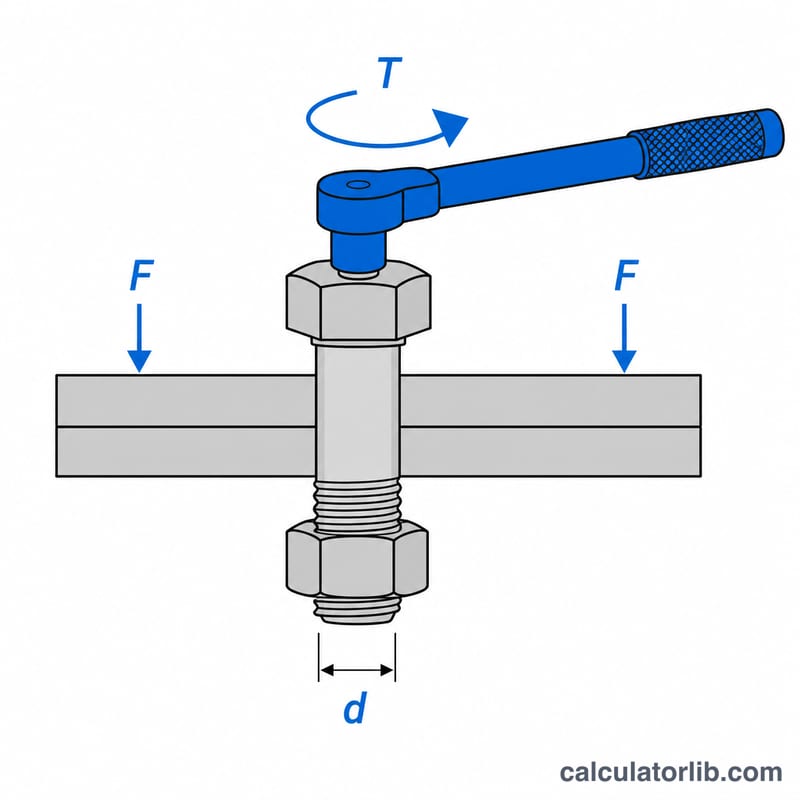
The Thread Tightening Torque Calculator estimates the wrench torque needed to develop a target clamp (preload) force in a bolted joint. It uses the widely adopted short-form torque equation \(T = K \cdot F \cdot d\), where K is the dimensionless nut factor, F is the desired clamp force, and d is the nominal thread (bolt) diameter. This relationship is universal and applies to any consistent unit system.
How to Use It
Enter the nut factor K (often 0.2 for as-received plain steel, ~0.15 lubricated, ~0.3 dry/zinc), the target clamp force F in newtons, and the nominal thread diameter d in millimetres. The calculator returns torque in newton-metres (\(\text{N}\cdot\text{m}\)) and newton-millimetres (\(\text{N}\cdot\text{mm}\)). Choose K to match your fastener's surface and lubrication, since friction dominates the result.
The Formula Explained
Roughly 50% of applied torque overcomes nut/head bearing friction, ~40% thread friction, and only ~10% actually stretches the bolt to create preload. The nut factor K lumps all these effects into one coefficient, giving the simple linear form $$T = K \cdot F \cdot d.$$ Because d is entered in millimetres, the calculator divides by 1000 to convert to metres for the \(\text{N}\cdot\text{m}\) result.
Worked Example
For K = 0.2, F = 10,000 N and d = 10 mm: $$T = 0.2 \times 10{,}000 \times \frac{10}{1000} = 0.2 \times 10{,}000 \times 0.01 = \mathbf{20\ \text{N}\cdot\text{m}}$$ (equivalently 20,000 N·mm).
Nut Factor (K) Values by Fastener Condition
The nut factor \(K\) (also called the torque coefficient) bundles together thread friction, bearing (under-head) friction and the geometric pitch effect into a single dimensionless number used in \(T = K \cdot F \cdot d\). It is by far the most variable input in the calculation — a small change in \(K\) produces a proportional change in the torque needed for a given clamp force. The values below are typical published ranges; always defer to fastener supplier or assembly specifications when available.
| Fastener / lubrication condition | Typical K (range) | Nominal K |
|---|---|---|
| As-received plain steel (lightly oiled mill finish) | 0.18 – 0.22 | 0.20 |
| Clean and dry, no lubricant | 0.20 – 0.30 | 0.25 |
| Machine-oil lubricated | 0.12 – 0.18 | 0.15 |
| Wax / molybdenum disulfide (moly) | 0.10 – 0.12 | 0.11 |
| Zinc-plated (electroplated) | 0.20 – 0.25 | 0.22 |
| Hot-dip galvanized | 0.25 – 0.35 | 0.30 |
| Cadmium plated | 0.12 – 0.20 | 0.16 |
| Black oxide | 0.15 – 0.20 | 0.18 |
| Stainless steel on stainless (no lube — galling risk) | 0.25 – 0.50 | 0.30 |
| PTFE-coated | 0.08 – 0.12 | 0.10 |
Note: these K values are approximate and strongly source- and condition-dependent. Surface finish, plating thickness, repeated reuse, temperature and assembly speed all shift the effective nut factor. For critical joints, K should be determined experimentally on representative hardware.
Recommended Torque & Clamp Force by Bolt Size and Grade
The table lists guideline tightening torques for common coarse-pitch metric bolts at a nut factor of \(K = 0.20\) (clean, lightly oiled steel), with the target clamp (preload) force taken at roughly 65–70% of the proof load — a common assumption for general-purpose joints. Torque is computed from \(T = K \cdot F \cdot d\). For example, an M12 class 8.8 bolt with a target preload of about 28,800 N gives \(T = 0.20 \times 28800 \times 0.012 = \) 69.1 N·m. Always verify against the applicable design standard or manufacturer data; values below are typical and rounded.
| Size | Stress area (mm²) | Target preload, class 8.8 (kN) | Torque 8.8 (N·m) | Torque 10.9 (N·m) | Torque 12.9 (N·m) |
|---|---|---|---|---|---|
| M6 | 20.1 | 7.3 | 9 | 13 | 15 |
| M8 | 36.6 | 13.3 | 21 | 31 | 37 |
| M10 | 58.0 | 21.1 | 42 | 62 | 73 |
| M12 | 84.3 | 30.7 | 73 | 108 | 126 |
| M16 | 157 | 57.2 | 180 | 265 | 310 |
| M20 | 245 | 89.4 | 360 | 510 | 600 |
| M24 | 353 | 129 | 620 | 880 | 1030 |
These are guideline figures derived from common fastener standards (e.g. ISO 898-1 property classes) for coarse threads under the stated assumptions. Class 10.9 and 12.9 columns scale with the higher proof strengths of those grades. Reduce torque for lubricated or coated fasteners by selecting the appropriate K from the table above.
Key Terms & Variables
- T — Tightening torque (N·m or N·mm)
- The rotational moment applied to the nut or bolt head to develop the desired clamp force. In this tool, \(T = K \cdot F \cdot d\), with d converted from mm to m.
- K — Nut factor / torque coefficient (dimensionless)
- An empirical factor lumping thread friction, under-head bearing friction and thread pitch geometry. Typically 0.10–0.30 depending on lubrication and finish.
- F — Clamp force / preload (N)
- The axial tension developed in the bolt shank that clamps the joint together. This is the useful output of tightening; only a small fraction of input torque (often ~10–15%) converts to preload, the rest overcoming friction.
- d — Nominal diameter (mm)
- The nominal major (outside) diameter of the bolt thread, e.g. 12 mm for an M12 bolt. The formula divides by 1000 to convert to metres.
- Preload
- The initial tension installed in a fastener at assembly, equal to F. Adequate preload keeps a joint clamped and resists loosening and fatigue.
- Proof load (N)
- The maximum tensile load a bolt can withstand without measurable permanent deformation, defined per property class. Target preloads are usually set as a percentage (often 65–75%) of proof load.
- Property class
- The strength grade of a metric bolt (e.g. 8.8, 10.9, 12.9 per ISO 898-1). The first number relates to tensile strength, the second to the yield-to-tensile ratio.
- Thread friction
- Resistance between the engaged threads of bolt and nut as they slide during tightening; a major component of the nut factor K.
- Bearing (under-head) friction
- Resistance between the rotating bolt head or nut face and the clamped surface or washer; typically the largest single contributor to required torque.
FAQ
Why does lubrication matter so much? Lubricant lowers K, so the same torque produces more clamp force — or less torque is needed for the same force. Always use a K value that matches your actual condition.
Is this exact? No. The nut factor method is an approximation; real preload can scatter ±25% or more. For critical joints use angle-of-turn or bolt-stretch measurement.
Can I use Imperial units? Yes, with the long-form equation, but this tool assumes F in N and d in mm to output N·m.