什么是3D打印时间估算器?
3D打印时间估算器无需切片软件,就能快速估算一次打印大概需要多久。它不用跑完整的切片流程,只需要三个简单数据:模型高度、所选层高,以及打印一层的平均耗时。无论是打印前的初步规划、对比不同层高的取舍,还是估算一个通宵打印任务要跑多久,它都非常实用。
如何使用
填入模型高度(单位毫米,即物体的Z轴尺寸)、层高(单位毫米,常见为0.1–0.3 mm),以及每层平均耗时(单位秒)。计算器会用模型高度除以层高得出层数,并向上取整以确保模型完整覆盖,再乘以每层耗时得到总时间。结果会显示为小时与分钟,并给出原始层数和总秒数。
公式详解
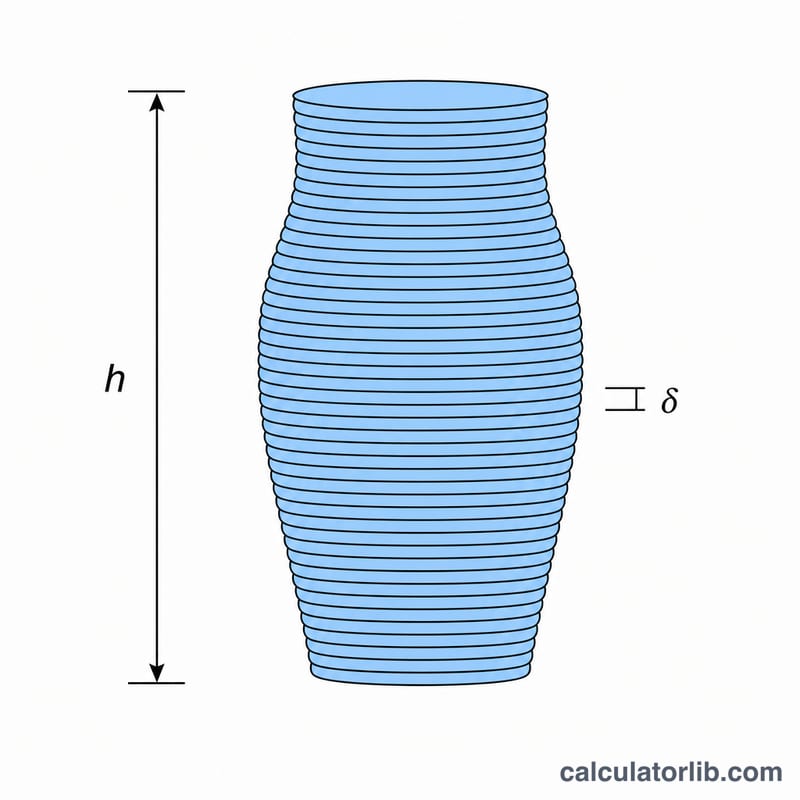
估算分两步。第一步,\(\text{层数} = \left\lceil \text{高度} \div \text{层高} \right\rceil\)——这里向上取整,是因为哪怕只剩一层不完整,也仍然要打印。第二步,\(\text{时间} = \text{层数} \times \text{每层平均耗时}\)。每层平均耗时是关键假设,它把空驶移动、挤出、填充和冷却全都打包在内。细节密集或横截面较宽的模型,平均耗时会高于一根细长的尖塔,所以请根据你的实际零件灵活调整。
$$\text{layers} = \left\lceil \frac{\text{height}}{\text{layer height}} \right\rceil, \quad \text{time} = \text{layers} \times t_{\text{layer}}$$
实例演算
假设一个模型高100 mm,以0.2 mm层高打印,每层平均耗时20秒。层数 = \(\left\lceil 100 \div 0.2 \right\rceil = 500\)。总时间 = \(500 \times 20 = 10{,}000\) 秒 = 166.67分钟 ≈ 2小时46分钟。
典型层高和每层打印时间
层高是影响打印时间和表面质量的单一最大因素。由于层数等于模型高度除以层高,层高减半会大致使层数翻倍——因此打印时间也会翻倍。下表列出了大多数配备标准0.4毫米喷嘴的FDM打印机使用的层高。
| 层高 | 配置 | 最适合 |
|---|---|---|
| 0.10毫米 | 精细/细节 | 小型模型、光滑曲面、可见展示件——最慢、层数最多 |
| 0.20毫米 | 标准 | 日常功能零件;大多数打印机上速度和质量的默认平衡 |
| 0.30毫米 | 草稿 | 快速原型、大型粗糙件、夜间打印(成品效果非首要) |
喷嘴直径关系
根据经验法则,可用的层高应在喷嘴直径的25%至75%之间。对于0.4毫米喷嘴,大约是0.10–0.30毫米;对于0.6毫米喷嘴,实际范围大约扩大到0.15–0.45毫米。低于25%会导致挤出不佳,高于75%会削弱层间粘合。
典型每层平均时间
打印一层的平均时间主要取决于该高度处被追踪的截面积,加上移动和填充动作:
- 小截面(小雕像、细支架):约10–15秒/层
- 中等截面(典型功能件):约15–25秒/层
- 大截面(宽底座、密填充):约25–45秒/层
实际层在模型中会有所不同,因此估算器使用单一的平均每层时间。作为快速初步估计,20秒/层对于中等零件是一个合理的起始值。
层高如何改变打印时间
这个比较将模型高度固定为100毫米,每层平均时间固定为20秒,然后仅改变层高。它隔离了纯几何效应:较少的较厚层完成速度远快。总层数计算为$$\lceil 100 / \text{层高} \rceil$$,总时间为层数$$\times$$20秒。
| 层高 | 总层数 | 每层时间 | 总打印时间 |
|---|---|---|---|
| 0.10毫米(精细) | 1000 | 20秒 | 5.56小时 |
| 0.20毫米(标准) | 500 | 20秒 | 2.78小时 |
| 0.30毫米(草稿) | 334 | 20秒 | 1.86小时 |
从0.20毫米移至0.10毫米会使层数和时间翻倍以获得更光滑的成品,而0.30毫米将标准质量时间减少约三分之一。在实践中,较厚的层还可以让您以相同的流量略微加快每层的打印速度,因此实际节省时间可能更大——但层线会变得更明显。
规划您的打印
估算器提供了一个简洁的几何数字;一些习惯可以使其与实际情况相符:
- 对真实层进行计时以进行校准。开始打印,用秒表观察几个中等高度的层并取平均值。将其用作您的
每层平均时间而不是猜测——它反映了您的实际速度、填充和移动动作。 - 为打印开始添加缓冲时间。前几层通常运行较慢(为了床面粘合而降低的首层速度),加热床和喷嘴增加的几分钟不包括在公式中。短打印增加约5–10分钟的填充时间,长打印增加几个百分点。
- 对草稿和夜间运行使用较大的层高。当成品效果不重要时,从0.10毫米切换到0.20或0.30毫米可以将时间大约减半或减少三分之一——非常适合原型或长时间无人值守的打印。
- 在长期承诺之前向您的切片器验证。切片器模拟加速度、冷却暂停和可变的每层几何。对于多天的打印,将此估计视为完整性检查,并在提交之前将其与切片器的预测进行比较。
一旦您有了可靠的小时数字,您可以将其作为打印小时值输入到3D打印成本计算器中,以计入灯丝和电力成本。
常见问题
为什么和我的切片软件结果不一样? 切片软件会根据真实的刀路逐层计算每层耗时;而本工具只用一个平均值,因此得到的是估算值,而非精确数字。
每层平均耗时该填多少? 可以用之前类似打印的几层做计时参考,或者对常见的FDM打印先用15–30秒作为起点,再逐步微调。
层高会影响总时间吗? 会——层高减半会让层数翻倍,尽管每层可能更快,但总时间通常仍会增加。