Qu'est-ce qu'un calculateur d'entraxe de perçage ?
Un cercle de perçage — souvent désigné par son entraxe ou par le sigle anglais PCD (Pitch Circle Diameter) — correspond à un ensemble de trous répartis régulièrement le long d'un cercle imaginaire. Ce calculateur prend le diamètre du cercle, le nombre de trous et un angle de départ, puis détermine les coordonnées X/Y exactes ainsi que la position angulaire de chaque trou. C'est un outil universel pour les ingénieurs, les usineurs et les bricoleurs avertis : il s'applique aux brides, aux moyeux de roue, aux ébauches d'engrenages, aux supports moteur et à toute pièce dont les trous doivent reposer sur un même cercle.
Comment l'utiliser
- Diamètre du cercle (entraxe / PCD) : indiquez le diamètre du cercle sur lequel se trouvent les centres des trous, en mm ou en pouces.
- Nombre de trous : précisez combien de trous répartir autour du cercle.
- Angle de départ : fixez l'angle du premier trou (0° désigne souvent la droite, ou se mesure depuis la position « midi » selon votre convention).
Le calculateur renvoie l'angle de chaque trou ainsi que ses coordonnées X/Y par rapport au centre du cercle, prêtes pour le traçage ou la programmation d'une machine CNC.
La formule expliquée
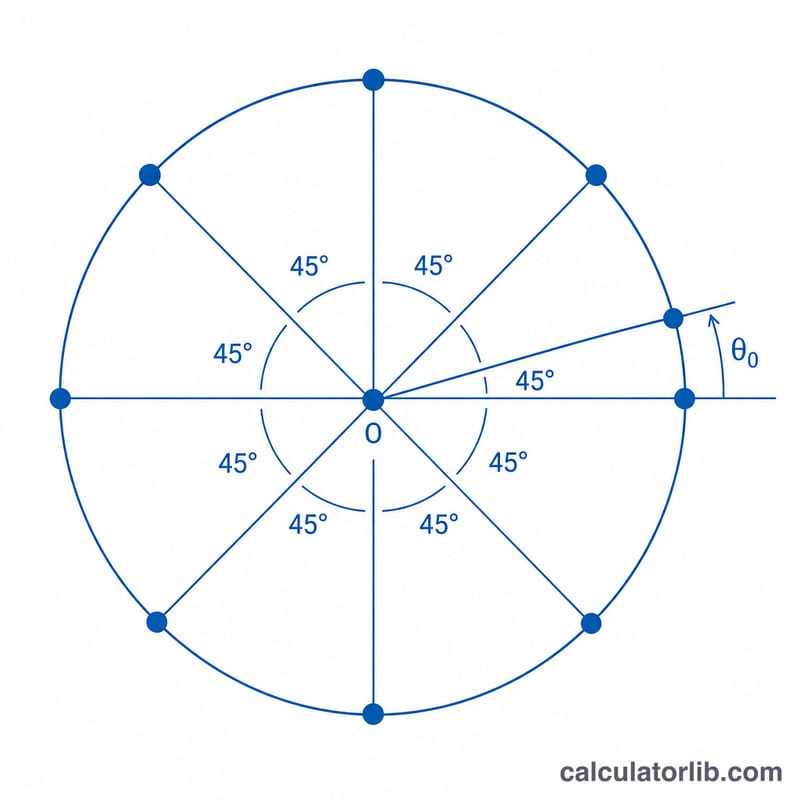
Les trous étant répartis de façon égale, l'angle entre deux trous voisins vaut :
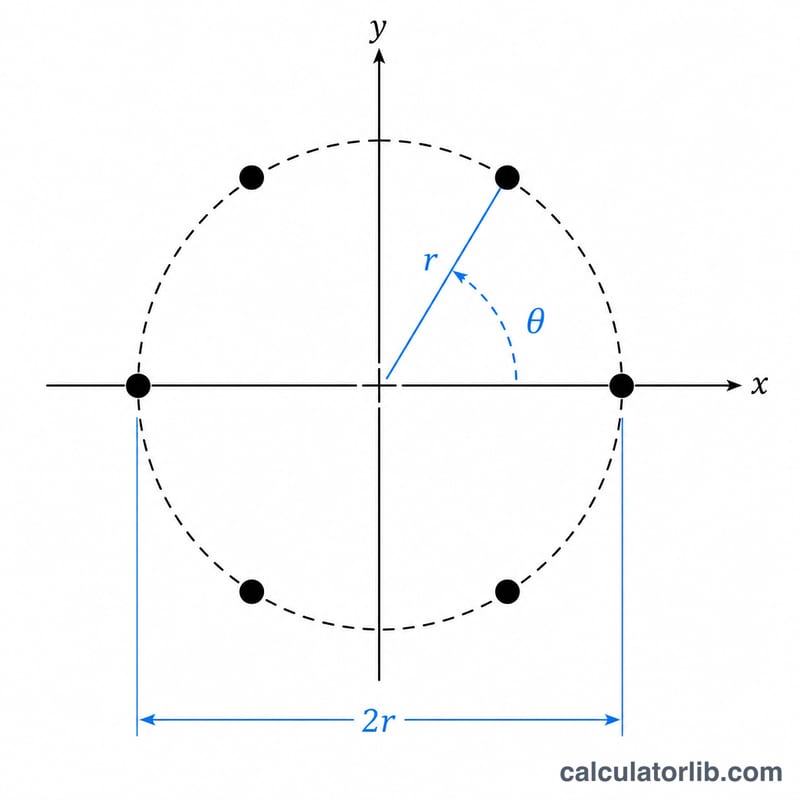
$$\left( x_i,\; y_i \right) = \left( r\cos\theta_i,\; r\sin\theta_i \right)$$ $$\text{où}\quad \left\{ \begin{aligned} r &= \dfrac{\text{Diamètre}}{2} \\ \theta_i &= \text{Angle de départ} + i \cdot \dfrac{360^{\circ}}{\text{Trous}} \\ i &= 0,\,1,\,\dots,\,\text{Trous}-1 \end{aligned} \right.$$- Pas angulaire = \(360^{\circ} \div \text{nombre de trous}\)
- Angle du trou n = angle de départ + \((n - 1) \times \text{pas}\)
- \(X = (\text{PCD} \div 2) \times \cos(\text{angle})\)
- \(Y = (\text{PCD} \div 2) \times \sin(\text{angle})\)
Le rayon correspond simplement à la moitié de l'entraxe. La trigonométrie transforme l'angle de chaque trou en une position cartésienne mesurée depuis le centre du motif.
Exemple concret
Supposons que vous deviez percer 6 trous sur un entraxe de 100 mm, en partant de 0°. Le pas est de \(360 \div 6 = 60^{\circ}\) : les trous se situent donc à 0°, 60°, 120°, 180°, 240° et 300°. Le rayon est de 50 mm. Le premier trou se trouve à \(X = 50 \times \cos(0^{\circ}) = 50\), \(Y = 50 \times \sin(0^{\circ}) = 0\). Le deuxième est à \(X = 50 \times \cos(60^{\circ}) = 25\), \(Y = 50 \times \sin(60^{\circ}) \approx 43{,}3\), et ainsi de suite tout autour du cercle.
Motifs standards courants de trous de boulons
Un cercle de trous de boulons (BHC), aussi appelé diamètre du cercle de boulons (PCD, diamètre du cercle primitif), décrit un ensemble de trous régulièrement espacés autour d'un cercle. Le tableau ci-dessous répertorie les motifs standards largement utilisés. Les PCD des roues automobiles sont cités comme (nombre de trous) × (PCD en mm), tandis que les cercles de boulons de bride suivent des normes de tuyauterie telles que ASME B16.5.
| Motif | PCD | Trous | Pas angulaire | Application courante |
|---|---|---|---|---|
| 4 × 100 | 100 mm | 4 | 90° | Petites/compactes (ex. berlines économiques) |
| 4 × 114.3 | 114.3 mm | 4 | 90° | Anciennes berlines, véhicules légers |
| 5 × 100 | 100 mm | 5 | 72° | Nombreuses compactes et compactes sportives |
| 5 × 114.3 | 114.3 mm | 5 | 72° | PCD très courant pour voiture particulière / crossover |
| 5 × 120 | 120 mm | 5 | 72° | BMW et plusieurs berlines plus grandes |
| 6 × 139.7 | 139.7 mm | 6 | 60° | Camionnettes et SUV |
| 8 × 165.1 | 165.1 mm | 8 | 45° | Camions lourds |
| NPS 2" Class 150 bride | 120.7 mm (4.75") | 4 | 90° | Bride de tuyau ASME B16.5 |
| NPS 4" Class 150 bride | 190.5 mm (7.5") | 8 | 45° | Bride de tuyau ASME B16.5 |
| NPS 6" Class 150 bride | 241.3 mm (9.5") | 8 | 45° | Bride de tuyau ASME B16.5 |
Le pas angulaire entre les trous adjacents est simplement \(360^\circ / n\), où \(n\) est le nombre de trous. Par exemple, un motif à 5 trous a un pas de \(360^\circ/5 = 72^\circ\), et un motif à 8 trous avance de \(360^\circ/8 = 45^\circ\).
Conseils pratiques de mise en page et d'usinage
- Confirmez la convention d'angle de départ. Ce calculateur mesure \(0^\circ\) le long de l'axe X positif (15 heures) et tourne dans le sens inverse des aiguilles d'une montre. Si votre dessin fait référence à la position 12 heures (en haut), entrez un angle de départ de \(90^\circ\) ; pour les motifs dans le sens des aiguilles d'une montre, inversez le pas ou reflétez les valeurs Y.
- Alignez l'origine avec le zéro de votre commande numérique. Les valeurs X/Y calculées sont relatives au centre du cercle de boulons. Réglez le système de coordonnées de travail de votre machine (zéro pièce G54) à ce centre, ou ajoutez le décalage du centre à chaque coordonnée afin que les signes et quadrants soient corrects avant la coupe.
- Ne confondez pas le diamètre du trou avec le PCD. Le PCD localise les centres des trous, non leurs bords. Choisissez le foret ou la fraise d'après le jeu du fastener séparément, et préservez du matériau pour le diamètre du trou lors de la planification des distances aux bords.
- Percez d'un foret à centrer et ébavurez. Percez ou pointez d'abord chaque localisation afin que le foret ne s'écarte pas de la vraie position, puis ébavurez les deux faces. Sur les brides, les bavures empêchent un bon appui du joint.
- Vérifiez le PCD par mesure avant de percer. Pour un nombre pair de trous, le PCD est égal à la distance centre à centre de deux trous opposés. Pour les motifs impairs (ex. 5 trous), mesurez d'un centre de trou au milieu entre les deux trous opposés, ou utilisez une relation de corde et rayon pour recalculer le cercle. Confirmez toujours par rapport à la pièce d'assemblage.
- Vérifiez l'espacement en corde (d'un trou à l'autre). L'espacement des trous adjacents est une bonne vérification indépendante : il est égal à \(2r\sin(180^\circ/n)\). Confirmer cette distance avec des étriers détecte les erreurs de saisie de données ou d'unités avant qu'un métal ne soit enlevé.
Ce sont des conseils généraux de mise en page ; reportez-vous toujours au dessin technique de contrôle, à la spécification de fastener, ou à la norme applicable (ex. ASME B16.5) pour les tolérances et les dimensions finales.
Questions fréquentes
Quelle différence entre le PCD et le diamètre du cercle de perçage ? Aucune : ces termes désignent la même chose, à savoir le diamètre du cercle passant par tous les centres des trous.
Depuis où l'angle 0° est-il mesuré ? Ce calculateur place 0° vers la droite (l'axe X positif), les angles croissant dans le sens inverse des aiguilles d'une montre. Ajustez l'angle de départ pour coller à votre plan.
Puis-je utiliser les pouces ? Oui. Les coordonnées sont exprimées dans l'unité que vous saisissez pour le diamètre.