SFM(毎分表面フィート)とは?
SFM(Surface Feet per Minute/毎分表面フィート)は「切削速度」とも呼ばれ、回転する工具または工作物の表面が刃先を通過する際の直線速度を表します。旋削・フライス加工・ドリル加工・研削など、あらゆる機械加工で基本となるパラメータです。工具材種と被削材の組み合わせごとに推奨SFM範囲が決まっており、速すぎると工具を焼損させ、遅すぎると時間を無駄にするうえ、刃先が削れずにこすれる「すべり」の原因にもなります。なお、SFMはインチ規格(ヤード・ポンド法)に基づく単位で、北米の加工現場で広く使われています。メートル法では毎分表面メートル(SMM/m/min)が用いられる点にご注意ください。
このツールの使い方
まず、何を求めるかを選びます。SFM(RPMから算出)を選ぶと、工具径(インチ)と主軸回転数を入力するだけで実際の切削速度がわかります。逆にRPM(SFMから算出)を選べば、工具径と目標SFM(切削条件表から読み取った値)を入力して、機械にプログラムすべき主軸回転数を求められます。
計算式の解説
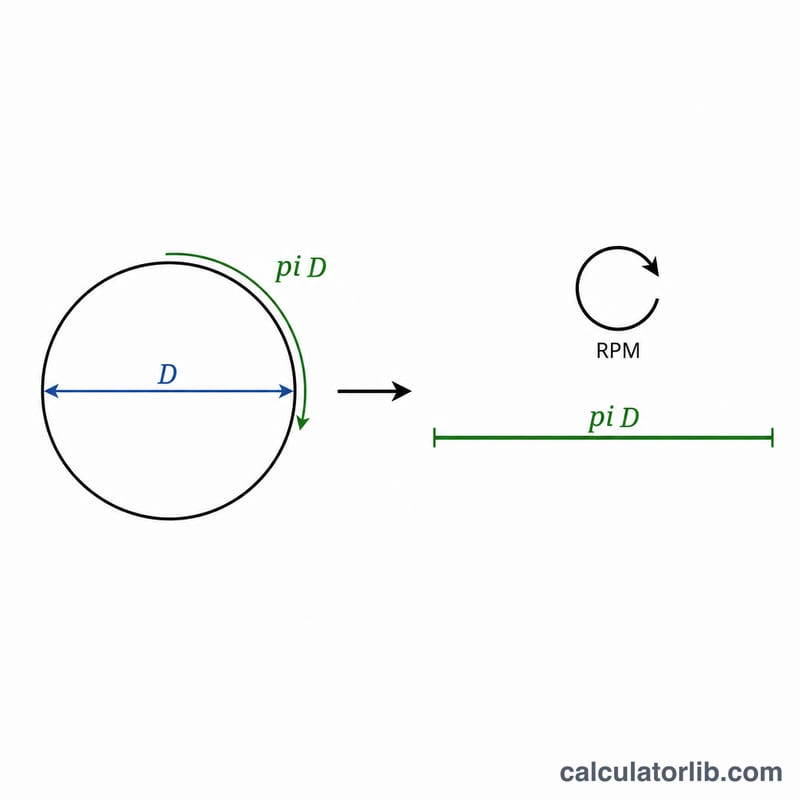
円周は \(\pi \times D\) で求められます。1回転で工具表面はこの距離(インチ)だけ進みます。これにRPMを掛けると毎分のインチ数となり、12で割るとフィート毎分に換算できます。
$$\text{SFM} = \dfrac{\pi \times D \times \text{RPM}}{12}$$
RPMについて解くと、$$\text{RPM} = \dfrac{\text{SFM} \times 12}{\pi \times D}$$となります。
計算例
アルミ加工で直径0.5インチのエンドミルを使い、推奨切削速度が300SFMだとします。必要な主軸回転数は、$$\text{RPM} = \dfrac{300 \times 12}{\pi \times 0.5} = \dfrac{3600}{1.5708} \approx 2292\,\text{RPM}$$ 一方、直径2インチの正面フライスを1000RPMで回した場合、実際のSFMは $$\text{SFM} = \dfrac{\pi \times 2 \times 1000}{12} \approx 523.6\,\text{SFM}$$ となります。
よくある質問
なぜ12で割るのですか?
工具径をインチで入力するため、\(\pi \times D \times \text{RPM}\) は毎分のインチ数になります。1フィート=12インチなので、12で割ってフィート毎分(SFM)に換算します。
メートル法(SMM)にも対応していますか?
いいえ。このツールはインチと毎分表面フィート(SFM)を用います。メートル法の毎分表面メートル(m/min)では計算定数が異なります。
どの直径を使えばよいですか?
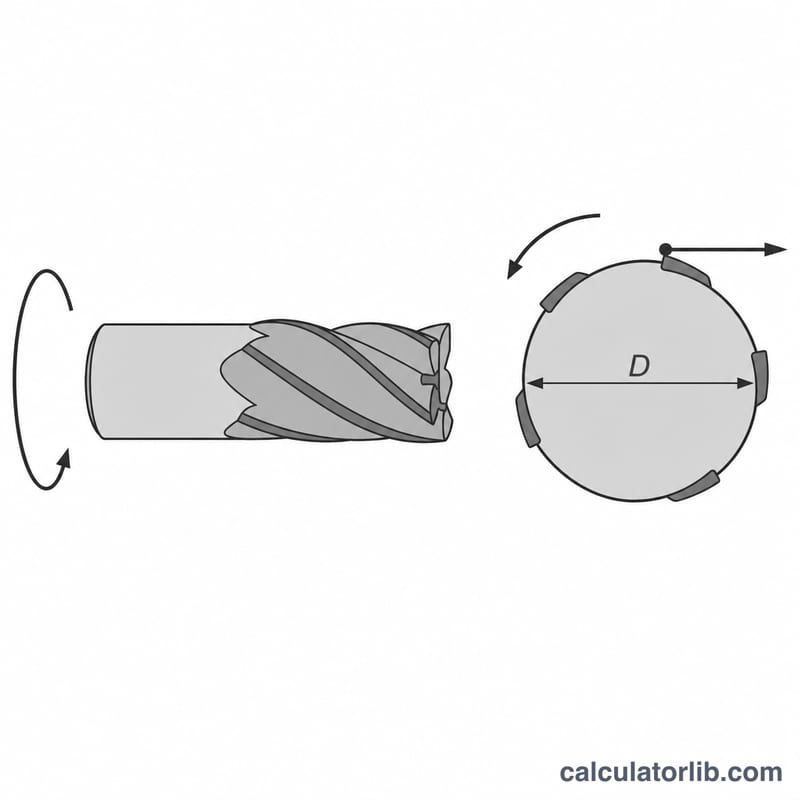
フライス加工やドリル加工では工具の直径を、旋削では切削箇所における工作物の直径を使用します。