Qu'est-ce que le calculateur de force de fermeture ?
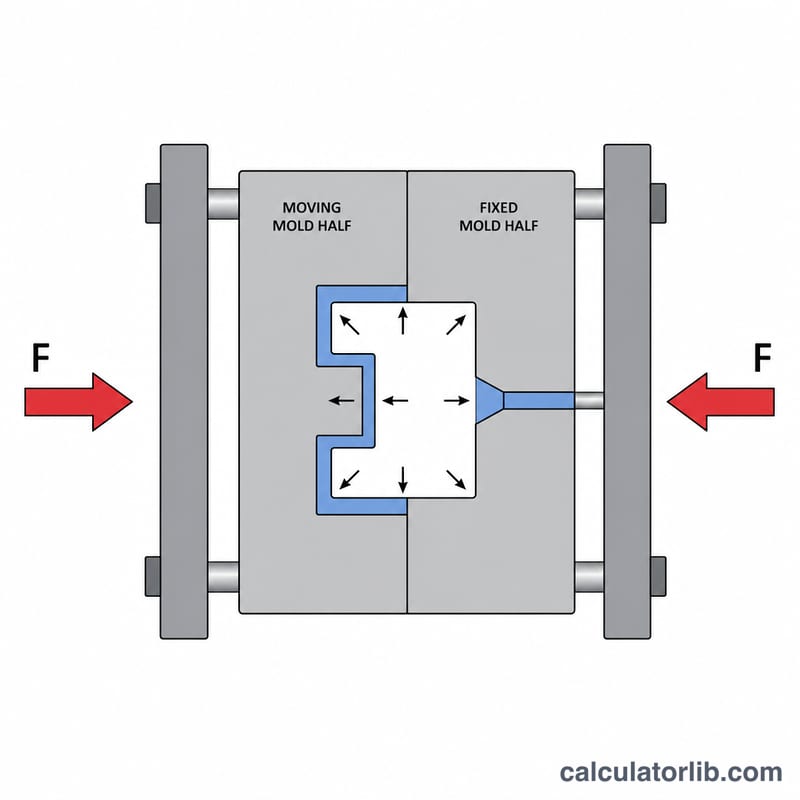
Les presses à injecter sont caractérisées par leur force de fermeture (le tonnage) : c'est la force qui maintient les deux moitiés du moule plaquées l'une contre l'autre pendant que le plastique fondu est injecté sous haute pression. Si le tonnage de fermeture est trop faible, la pression dans l'empreinte ouvre le moule et provoque des bavures ; s'il est nettement trop élevé, vous payez pour une machine surdimensionnée. Ce calculateur estime la force de fermeture nécessaire pour une pièce à partir de sa surface projetée et d'un facteur de fermeture propre au matériau.
Comment l'utiliser
Saisissez la surface projetée — l'aire « d'ombre » de la pièce (et des canaux) vue dans l'axe d'ouverture du moule — en pouces carrés. Indiquez ensuite un facteur de fermeture en tonnes par pouce carré adapté à votre résine, puis ajoutez une marge de sécurité. L'outil affiche à la fois le tonnage de base et le tonnage recommandé (intégrant la marge).
La formule expliquée
La relation de base est simple : Tonnage = Surface projetée × Facteur de fermeture. Le facteur de fermeture traduit la pression d'empreinte nécessaire pour remplir et compacter la pièce, convertie en tonnes par pouce carré. Les valeurs courantes vont d'environ 2 à 3 tonnes/po² pour les matériaux à écoulement facile (PE, PP) jusqu'à 4 à 5 tonnes/po² et plus pour les résines techniques, les composés chargés en fibres de verre et les pièces à paroi mince. La force recommandée multiplie la valeur de base par (1 + marge % / 100).
$$\text{Tonnage de fermeture} = \text{Surface} \times \text{Facteur} \times \left(1 + \frac{\text{Marge \%}}{100}\right)$$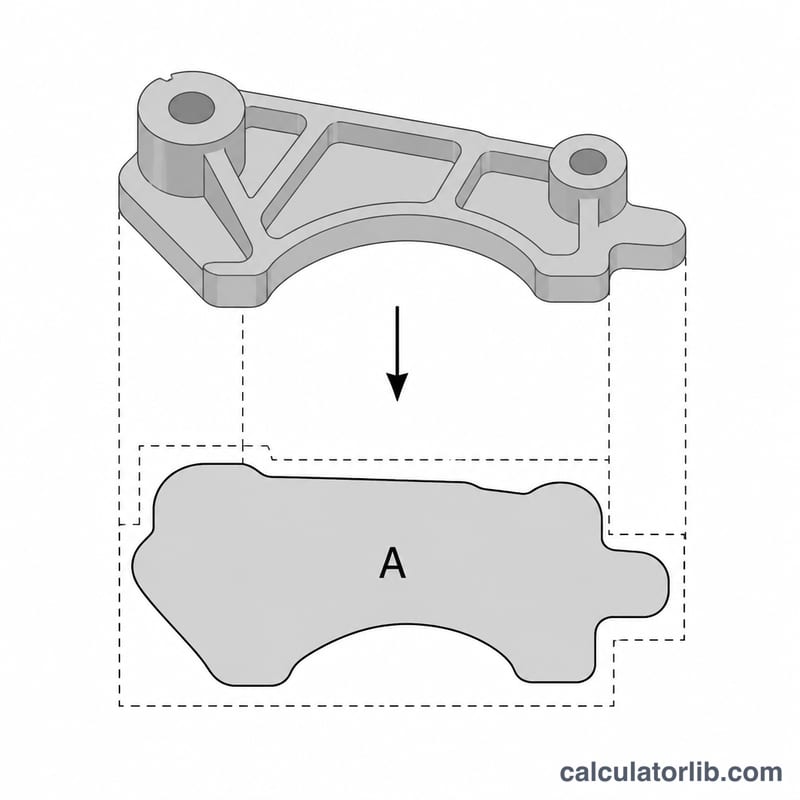
Exemple chiffré
Une pièce présente une surface projetée de 50 po² et utilise un facteur de fermeture de 3 tonnes/po². Force de base = $$50 \times 3 = 150 \text{ tonnes}.$$ Avec une marge de sécurité de 10 % : $$150 \times 1{,}10 = 165 \text{ tonnes}.$$ Vous choisiriez donc une presse d'au moins 165 tonnes.
Questions fréquentes
Quel facteur de fermeture utiliser ? Référez-vous à la pression d'empreinte recommandée par votre fournisseur de résine. À titre indicatif, comptez 2 à 3 tonnes/po² pour les plastiques de grande consommation et 4 à 5 tonnes/po² pour les matériaux techniques ou chargés.
Faut-il inclure les canaux dans la surface projetée ? Oui : les canaux froids et les seuils d'injection participent eux aussi à la force qui tend à ouvrir le moule.
Pourquoi ajouter une marge de sécurité ? La pression réelle dans l'empreinte varie selon la vitesse de remplissage, l'épaisseur de paroi et la pression de maintien. Une marge de 10 à 20 % réduit le risque de bavures et préserve la durée de vie du moule.