什么是锁模力计算器?
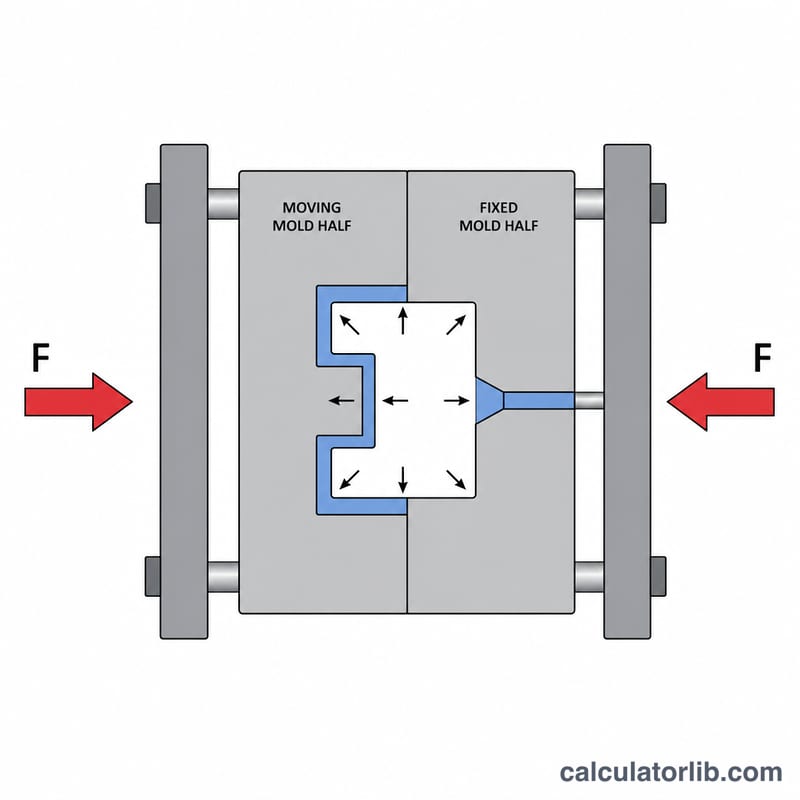
注塑机的核心参数之一就是锁模力(吨位)——它在高压熔融塑料注入模腔时,把模具的动模和定模紧紧合在一起的力。如果锁模力不够,型腔压力就会把模具顶开,产品出现飞边(溢料);而锁模力过大,则意味着你买了一台远超需求的机器,徒增成本。本计算器根据制件的投影面积和与材料相关的锁模系数,估算出所需的锁模力。
如何使用
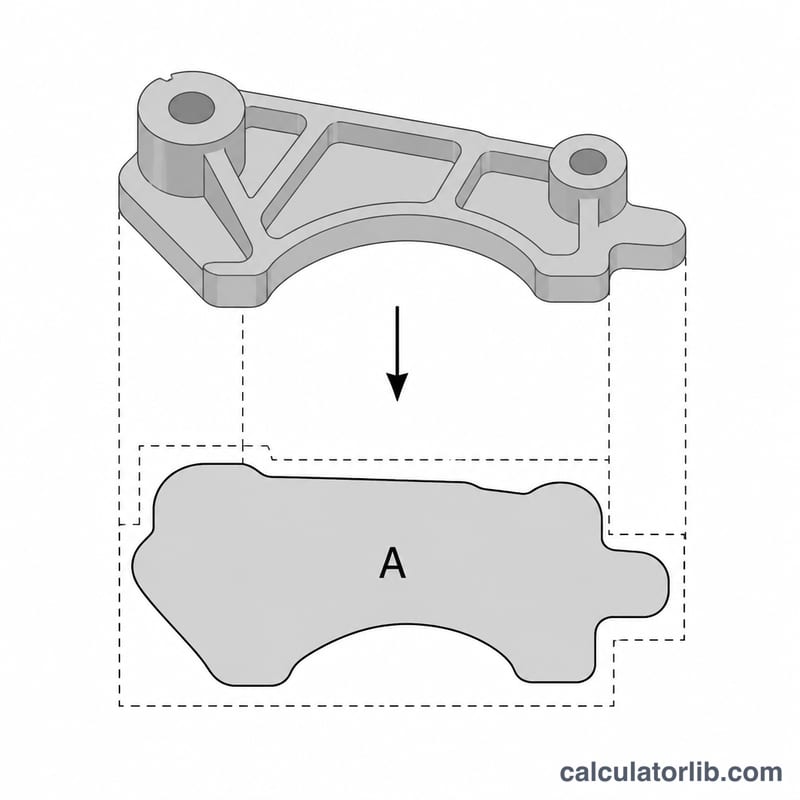
输入投影面积——也就是沿开模方向正视模具时,制件(连同流道)所形成的投影"阴影"面积,单位为平方英寸(in²)。再根据所用树脂输入锁模系数(吨/平方英寸),并填写一个安全余量。计算器会同时给出基础吨位和考虑余量后的推荐吨位。
公式详解
核心关系非常简单:锁模力 = 投影面积 × 锁模系数。锁模系数代表充模和保压所需的型腔压力,换算成吨/平方英寸来表示。常见取值范围:流动性好的材料(如 PE、PP)约为 2–3 吨/in²;工程塑料、玻纤增强料以及薄壁件则可达 4–5 吨/in² 甚至更高。推荐吨位是在基础值上再乘以(1 + 安全余量% / 100)。
$$\text{锁模力} = \text{投影面积} \times \text{锁模系数} \times \left(1 + \frac{\text{安全余量 \%}}{100}\right)$$Advertisement
实例演算
某制件投影面积为 50 in²,锁模系数取 3 吨/in²。基础锁模力 = \(50 \times 3 = 150\) 吨。再加上 10% 的安全余量:\(150 \times 1.10 = 165\) 吨。因此应选择额定锁模力为 165 吨或更高的注塑机。
常见问题
锁模系数该取多少?建议参考树脂供应商推荐的型腔压力。作为粗略参考,通用塑料取 2–3 吨/in²,工程塑料或增强料取 4–5 吨/in²。
投影面积要把流道算进去吗?要。冷流道和浇口同样会产生把模具顶开的作用力,必须计入。
为什么要加安全余量?实际型腔压力会随充模速度、壁厚和保压压力而波动。预留 10–20% 的余量可以降低飞边风险,同时延长模具寿命。