型締め力計算ツールとは?
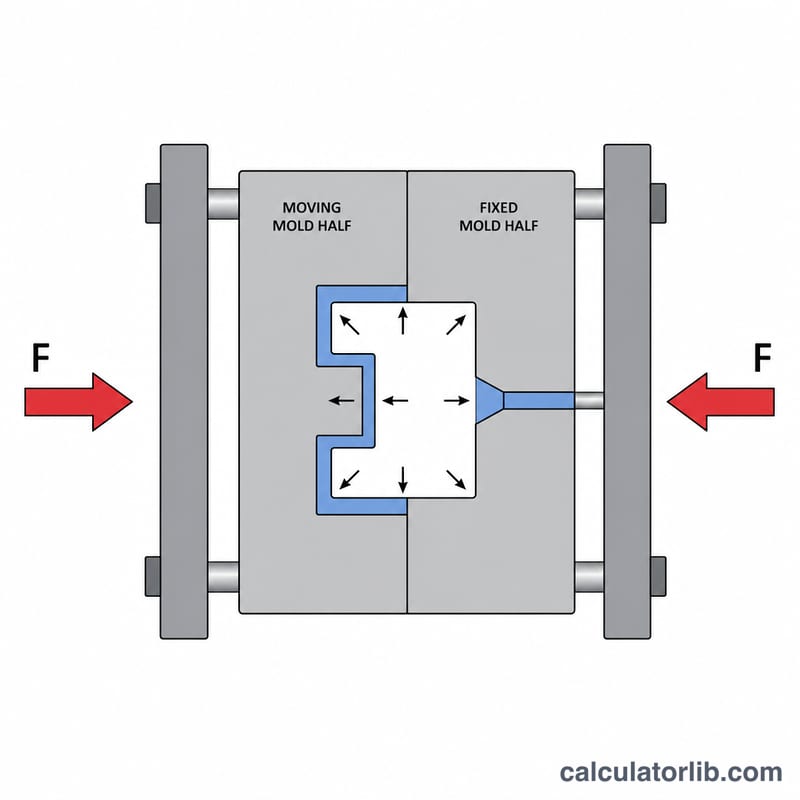
射出成形機は型締め力(トン数)で能力が表されます。これは、溶けた樹脂を高圧で射出する間、金型の2つの型(可動側・固定側)をしっかり閉じておくための力です。型締め力が不足すると、キャビティ内の圧力に金型が押し開けられてバリが発生します。逆に必要以上に大きすぎると、オーバースペックな成形機にムダなコストを払うことになります。本ツールでは、製品の投影面積と材料ごとの型締め係数を使って、必要な型締め力を見積もります。
使い方
投影面積(製品とランナーを型開き方向から真正面に見たときの影の面積)を平方インチ(in²)で入力します。次に、使用する樹脂に応じた型締め係数をトン/平方インチ(tons/in²)で入力し、安全率を加えてください。本ツールは、基準トン数と、安全率を加味した推奨トン数の両方を表示します。
計算式の解説
基本となる関係式はシンプルです。型締め力=投影面積 × 型締め係数。型締め係数は、製品を充填・保圧するために必要なキャビティ圧力を、トン/平方インチに換算した値を表します。一般的な目安として、流動性のよい材料(PE、PP)では約2〜3 tons/in²、エンジニアリングプラスチックやガラス繊維入りコンパウンド、薄肉成形品では4〜5 tons/in²以上になります。推奨型締め力は、基準値に(1+安全率%/100)を掛けて求めます。
$$\text{Clamp Tonnage} = \text{Area} \times \text{Factor} \times \left(1 + \frac{\text{Safety \%}}{100}\right)$$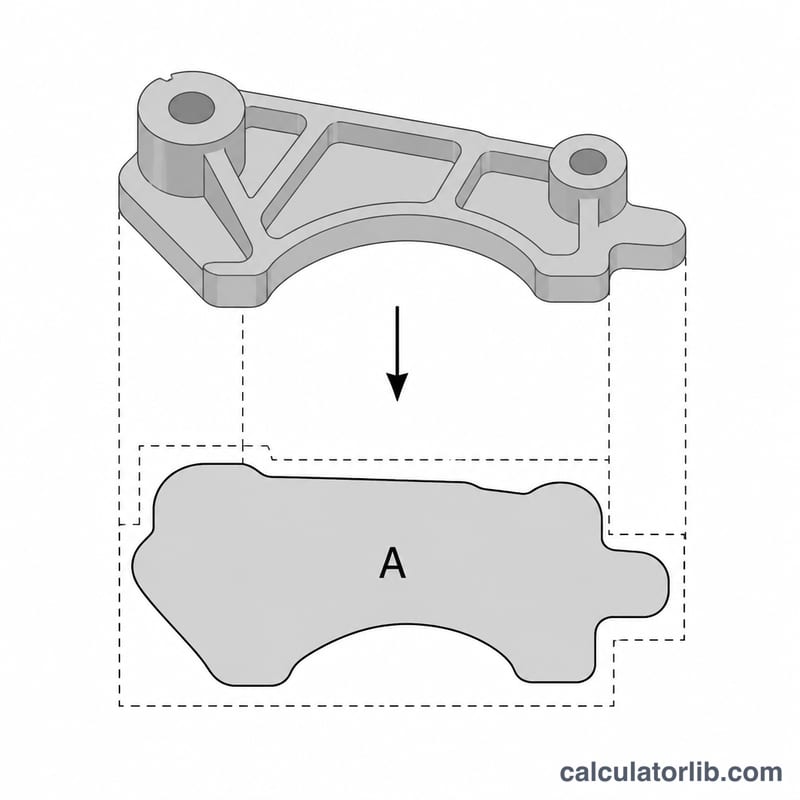
計算例
投影面積が50 in²、型締め係数が3 tons/in²の製品の場合。基準型締め力=\(50 \times 3 = 150\)トン。これに10%の安全率を加えると、\(150 \times 1.10 = 165\)トン。したがって、定格165トン以上の成形機を選定することになります。
よくある質問(FAQ)
型締め係数はどの値を使えばよいですか? 樹脂メーカーが推奨するキャビティ圧力を参考にしてください。おおまかな目安としては、汎用プラスチックで2〜3 tons/in²、エンジニアリングプラスチックや充填材入り材料で4〜5 tons/in²です。
投影面積にランナーは含めるべきですか? はい。コールドランナーやゲートも、金型を押し開けようとする力に寄与するため含めてください。
なぜ安全率を加えるのですか? 実際のキャビティ圧力は、充填スピード、肉厚、保圧によって変動します。10〜20%の安全率を見込むことで、バリ発生のリスクを抑え、金型寿命を守ることができます。