¿Qué es la calculadora de fuerza de cierre?
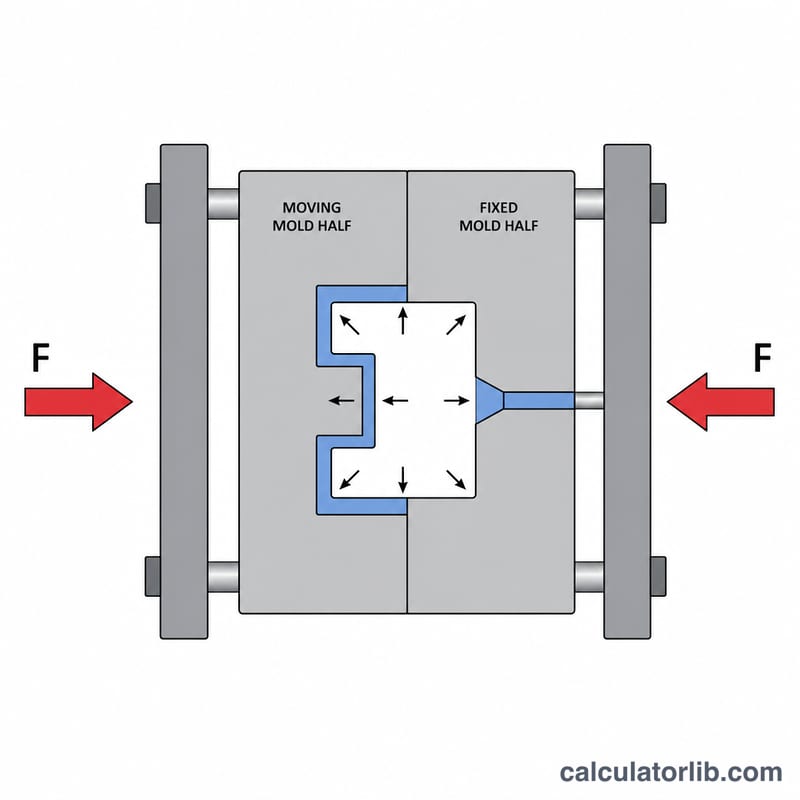
Las máquinas de moldeo por inyección se clasifican según su fuerza de cierre (tonelaje): la fuerza que mantiene cerradas las dos mitades del molde mientras el plástico fundido se inyecta a alta presión. Si el tonelaje de cierre es demasiado bajo, la presión en la cavidad abre el molde y aparecen rebabas; si es excesivo, estarás pagando por una máquina sobredimensionada. Esta calculadora estima la fuerza de cierre que necesita una pieza a partir de su área proyectada y de un factor de cierre propio del material.
Cómo utilizarla
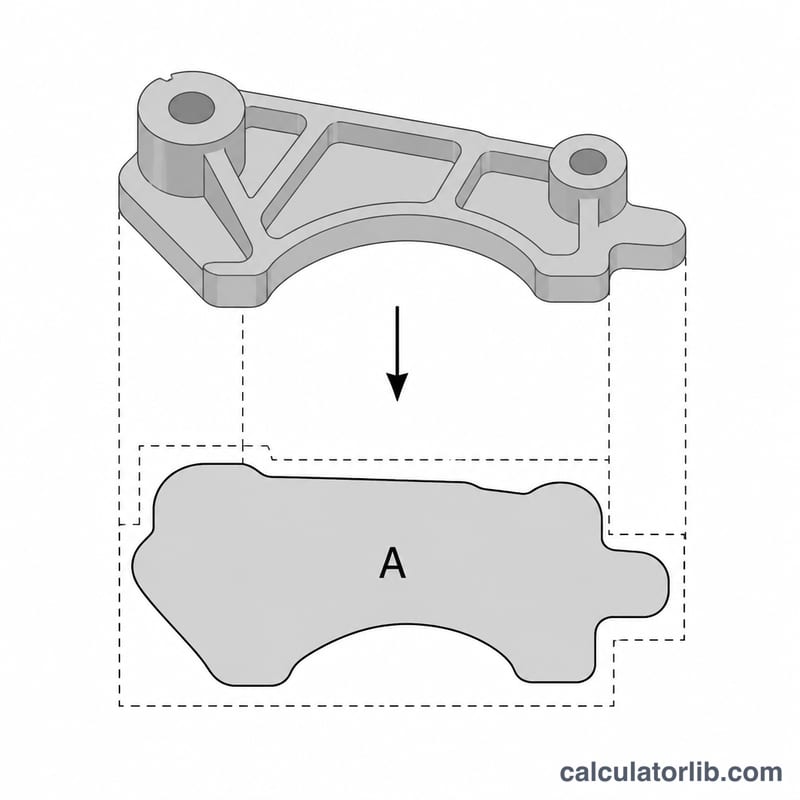
Introduce el área proyectada: la sombra de la pieza (y los canales) vista justo en la dirección de apertura del molde, en pulgadas cuadradas. Indica un factor de cierre en toneladas por pulgada cuadrada para tu resina y añade un margen de seguridad. La herramienta te devuelve tanto el tonelaje base como el recomendado (ya ajustado con el margen).
La fórmula explicada
La relación de fondo es sencilla: Tonelaje = Área proyectada × Factor de cierre. El factor de cierre representa la presión en la cavidad necesaria para llenar y compactar la pieza, expresada en toneladas por pulgada cuadrada. Los valores típicos van desde unas 2–3 toneladas/in² en materiales de flujo fácil (PE, PP) hasta 4–5+ toneladas/in² en resinas de ingeniería, compuestos con fibra de vidrio y piezas de pared fina. La fuerza recomendada multiplica el valor base por (1 + % seguridad / 100). $$\text{Tonelaje de cierre} = \text{Área} \times \text{Factor} \times \left(1 + \frac{\text{Seguridad \%}}{100}\right)$$
Ejemplo práctico
Una pieza tiene un área proyectada de 50 in² y emplea un factor de cierre de 3 toneladas/in². Fuerza base = \(50 \times 3 = 150\) toneladas. Con un margen de seguridad del 10 %: \(150 \times 1{,}10 = 165\) toneladas. Deberías elegir una máquina de 165 toneladas o más.
Preguntas frecuentes
¿Qué factor de cierre debo usar? Utiliza la presión de cavidad que recomiende tu proveedor de resina. Como orientación, 2–3 toneladas/in² para plásticos de uso general y 4–5 toneladas/in² para materiales de ingeniería o cargados.
¿Debo incluir los canales en el área proyectada? Sí: los canales fríos y las entradas también contribuyen a la fuerza que tiende a abrir el molde.
¿Por qué añadir un margen de seguridad? La presión real en la cavidad varía con la velocidad de llenado, el espesor de pared y la presión de compactación. Un margen del 10–20 % reduce el riesgo de rebabas y prolonga la vida del molde.