क्लैम्पिंग फोर्स कैलकुलेटर क्या है?
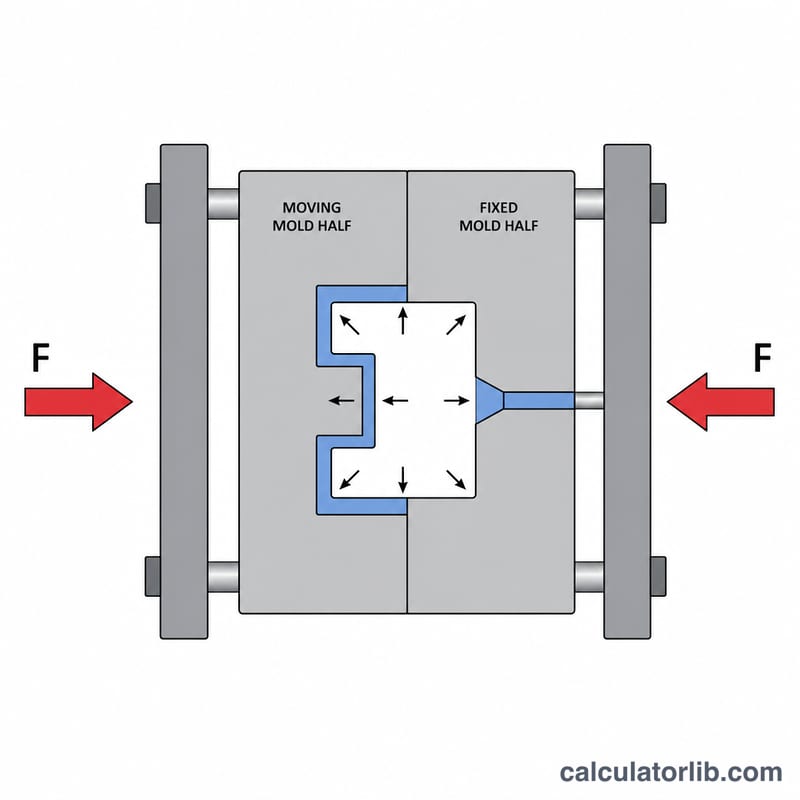
इंजेक्शन मोल्डिंग मशीनों की रेटिंग उनकी क्लैम्पिंग फोर्स (टनेज) से होती है — यानी वह बल जो मोल्ड के दोनों हिस्सों को तब बंद रखता है जब पिघला हुआ प्लास्टिक तेज़ दबाव में इंजेक्ट किया जाता है। अगर क्लैम्प टनेज बहुत कम हो, तो कैविटी प्रेशर मोल्ड को खोल देता है और फ्लैश (अतिरिक्त प्लास्टिक) निकलने लगता है; और अगर ज़रूरत से बहुत ज़्यादा हो, तो आप बेवजह एक बड़ी मशीन का खर्च उठा रहे हैं। यह कैलकुलेटर किसी पार्ट के लिए ज़रूरी क्लैम्पिंग फोर्स का अनुमान उसके प्रोजेक्टेड एरिया और मटीरियल के हिसाब से तय क्लैम्प फैक्टर के आधार पर लगाता है।
इसका इस्तेमाल कैसे करें
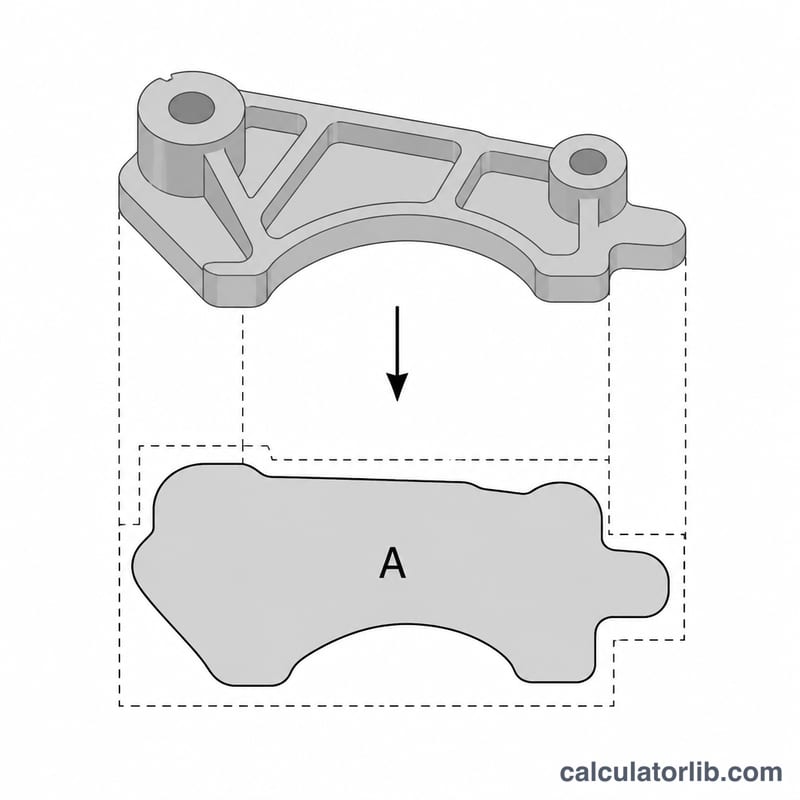
सबसे पहले प्रोजेक्टेड एरिया भरें — यह वह "शैडो" क्षेत्र है जो मोल्ड खुलने की दिशा में सीधे देखने पर पार्ट (और रनर) घेरता है — वर्ग इंच (in²) में। फिर अपने रेज़िन के लिए क्लैम्प फैक्टर को टन प्रति वर्ग इंच में दर्ज करें और एक सेफ्टी मार्जिन जोड़ें। टूल आपको बेस टनेज और सुझाई गई (मार्जिन सहित) टनेज, दोनों दिखाएगा।
फ़ॉर्मूला समझें
मूल संबंध बहुत सीधा है:
$$\text{टनेज} = \text{प्रोजेक्टेड एरिया} \times \text{क्लैम्प फैक्टर}$$क्लैम्प फैक्टर उस कैविटी प्रेशर को दर्शाता है जो पार्ट को भरने और पैक करने के लिए ज़रूरी है, और जिसे टन प्रति वर्ग इंच में बदल दिया जाता है। आम तौर पर ये वैल्यू आसानी से बहने वाले मटीरियल (PE, PP) के लिए लगभग 2–3 टन/in² और इंजीनियरिंग रेज़िन, ग्लास-फिल्ड कंपाउंड व पतली दीवार वाले पार्ट के लिए 4–5+ टन/in² तक रहती हैं। सुझाई गई फोर्स में बेस वैल्यू को $$\text{क्लैम्प टनेज} = \text{एरिया} \times \text{फैक्टर} \times \left(1 + \frac{\text{सेफ्टी \%}}{100}\right)$$ के अनुसार \(\left(1 + \frac{\text{सेफ्टी \%}}{100}\right)\) से गुणा किया जाता है।
हल किया हुआ उदाहरण
मान लीजिए किसी पार्ट का प्रोजेक्टेड एरिया 50 in² है और उसका क्लैम्प फैक्टर 3 टन/in² है। बेस फोर्स = \(50 \times 3 = 150\) टन। 10% सेफ्टी मार्जिन के साथ: \(150 \times 1.10 = 165\) टन। ऐसी स्थिति में आपको 165 टन या उससे ज़्यादा रेटिंग वाली मशीन चुननी चाहिए।
अक्सर पूछे जाने वाले सवाल
मुझे कौन-सा क्लैम्प फैक्टर लेना चाहिए? अपने रेज़िन सप्लायर का सुझाया हुआ कैविटी प्रेशर इस्तेमाल करें। मोटे तौर पर, सामान्य (कमोडिटी) प्लास्टिक के लिए 2–3 टन/in² और इंजीनियर्ड या फिल्ड मटीरियल के लिए 4–5 टन/in² एक अच्छा अनुमान है।
क्या प्रोजेक्टेड एरिया में रनर भी शामिल करूँ? हाँ — कोल्ड रनर और गेट भी उस बल में योगदान देते हैं जो मोल्ड को खोलने की कोशिश करता है।
सेफ्टी मार्जिन क्यों जोड़ें? असल कैविटी प्रेशर फिल स्पीड, दीवार की मोटाई और पैक प्रेशर के साथ बदलता रहता है। 10–20% का मार्जिन फ्लैश का खतरा घटाता है और मोल्ड की उम्र को सुरक्षित रखता है।