पंच फोर्स कैलकुलेटर क्या है?
पंच फोर्स कैलकुलेटर यह अनुमान लगाता है कि किसी शीट मेटल में छेद पंच करने, पियर्स करने या ब्लैंक करने के लिए प्रेस को कितनी फोर्स की ज़रूरत होगी। इस फोर्स को जानकर आप सही टनेज वाला प्रेस चुन सकते हैं, उपयुक्त टूलिंग का चयन कर सकते हैं और अपनी मशीन को ओवरलोड या ख़राब होने से बचा सकते हैं। यह किसी भी डक्टाइल (नरम और लचीली) शीट सामग्री पर काम करता है, बशर्ते आपको उसकी शियर स्ट्रेंथ पता हो।
इसे कैसे इस्तेमाल करें
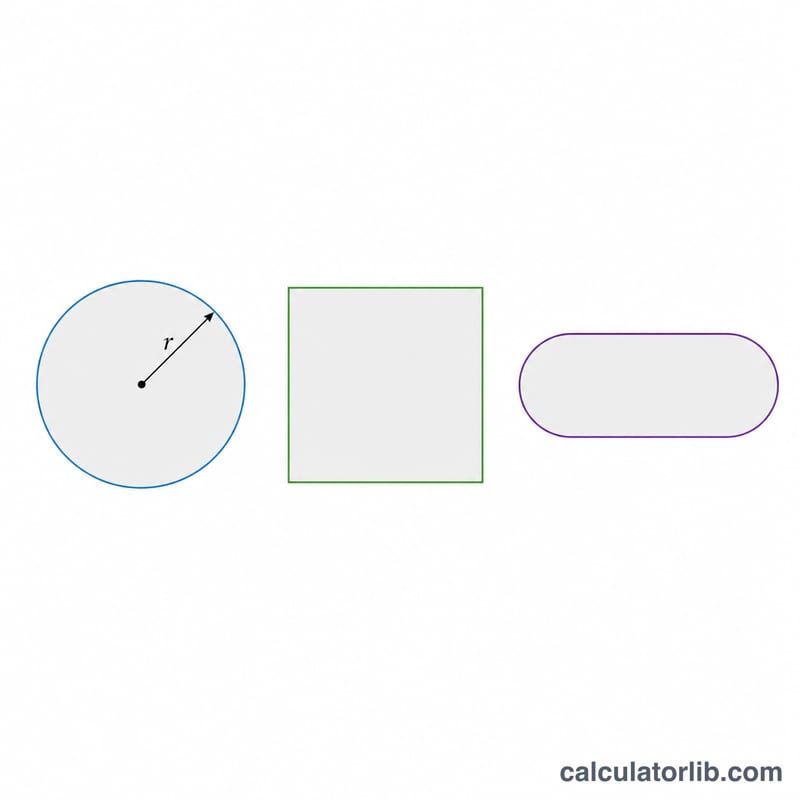
तीन मान भरें: कट परिमाप (काटी जाने वाली लाइन की कुल लंबाई, मिलीमीटर में — गोल छेद के लिए यह π × व्यास होता है), मिलीमीटर में सामग्री की मोटाई, और MPa में सामग्री की शियर स्ट्रेंथ (जो N/mm² के बराबर होती है)। कैलकुलेटर आपको ज़रूरी फोर्स किलोन्यूटन, न्यूटन और मीट्रिक टन-फोर्स में बताता है।
फॉर्मूला समझें
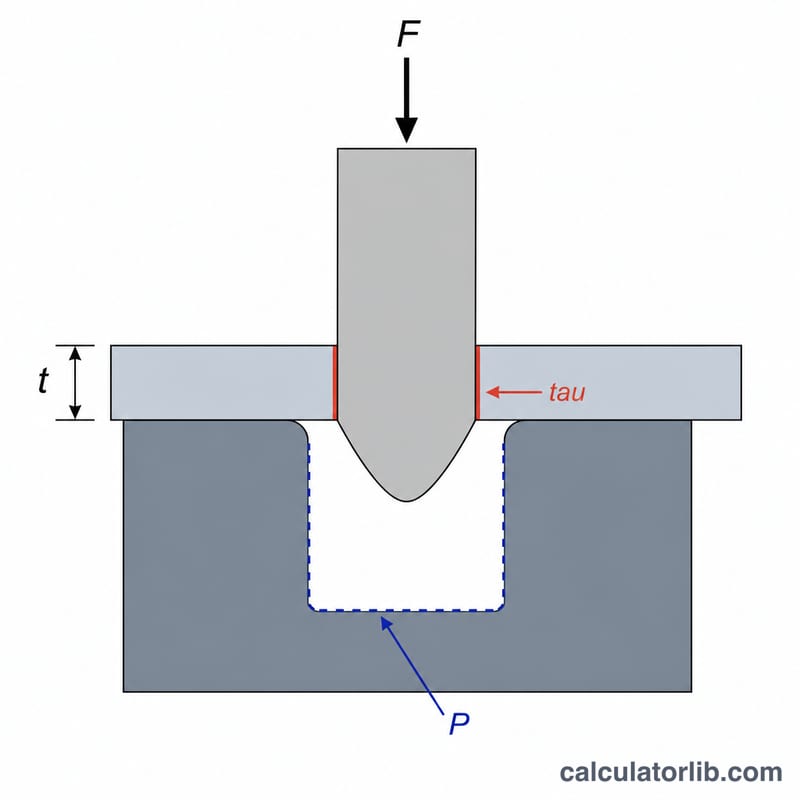
फोर्स का मॉडल है $$F = P \times t \times \tau$$ जहाँ P परिमाप है, t मोटाई है और τ शियर स्ट्रेंथ है। \(P \times t\) का गुणनफल कट शियर प्लेन का क्षेत्रफल (mm²) होता है; इसे शियर स्ट्रेंथ (N/mm²) से गुणा करने पर फोर्स न्यूटन में मिलती है। चूँकि पंचिंग में सामग्री को खींचकर तोड़ने के बजाय कट किनारे के साथ शियर (कतरना) किया जाता है, इसलिए टेन्साइल स्ट्रेंथ नहीं बल्कि शियर स्ट्रेंथ ही सही गुणधर्म है। मोटे तौर पर, माइल्ड स्टील की शियर स्ट्रेंथ लगभग 350 MPa, एल्युमिनियम की लगभग 110–170 MPa और स्टेनलेस स्टील की लगभग 520 MPa होती है।
हल किया गया उदाहरण
2 mm माइल्ड स्टील में 50 mm व्यास का छेद पंच करना (τ ≈ 350 MPa): परिमाप $$= \pi \times 50 \approx 157.08 \text{ mm}$$ फोर्स $$= 157.08 \times 2 \times 350 \approx 109{,}956 \text{ N} \approx 110 \text{ kN} \approx 11.2 \text{ टन-फोर्स}$$ 15-टन का प्रेस इसे आसानी से संभाल लेगा।
अक्सर पूछे जाने वाले सवाल
क्या मुझे सेफ्टी फैक्टर जोड़ना चाहिए? हाँ — इंजीनियर आमतौर पर टूल घिसाव, वर्क हार्डनिंग और घर्षण को ध्यान में रखते हुए 20–30% अतिरिक्त जोड़ते हैं।
टेन्साइल स्ट्रेंथ के बजाय शियर स्ट्रेंथ क्यों इस्तेमाल करें? पंचिंग सामग्री को शियर करके काटती है; ज़्यादातर धातुओं के लिए शियर स्ट्रेंथ टेन्साइल स्ट्रेंथ की लगभग 0.6–0.8 गुना होती है।
क्या मैं ज़रूरी फोर्स को कम कर सकता हूँ? हाँ — पंच या डाई पर शियर एंगल बनाने से कट समय के साथ फैल जाता है और पीक फोर्स कम हो जाती है।