什麼是沖壓力計算器?
沖壓力計算器可估算壓床在金屬板上沖孔、穿孔或落料時所需的力。掌握這個數值,您就能挑選噸位足夠的壓床、選用合適的模具,並避免機台過載或受損。只要知道材料的剪切強度,任何具延展性的板材都適用。
使用方法
請輸入三個數值:切口周長(被切割線條的總長度,單位為公釐——圓孔即為 \(\pi \times \text{直徑}\))、以公釐為單位的板材厚度,以及材料的剪切強度(單位 MPa,等同於 N/mm²)。計算器會以千牛頓(kN)、牛頓(N)與公噸力三種單位回傳所需的力。
公式說明
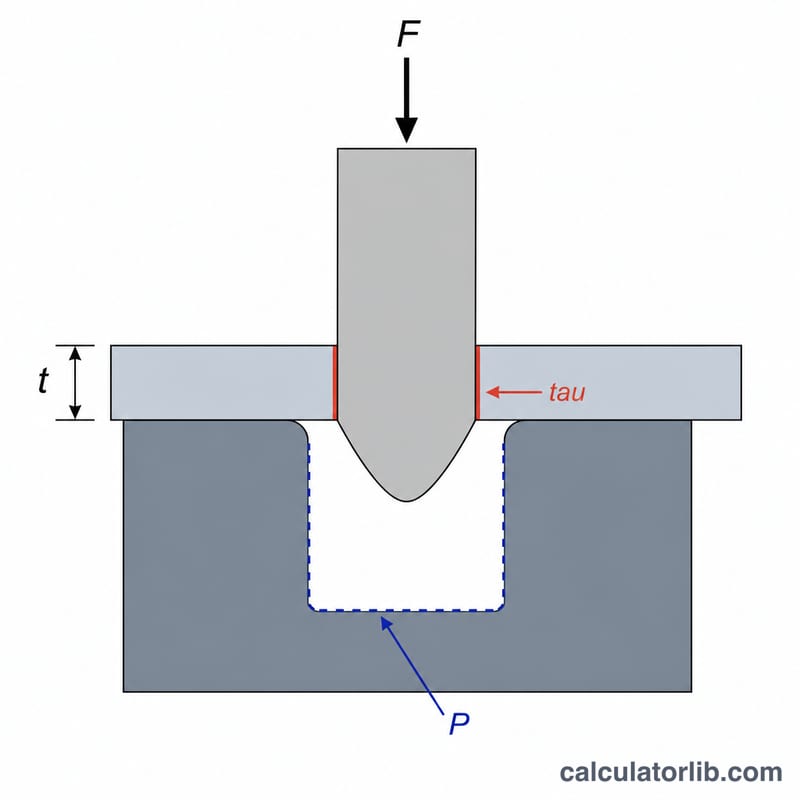
計算模型為 $$F = P \times t \times \tau$$ 其中 \(P\) 為周長、\(t\) 為厚度、\(\tau\) 為剪切強度。\(P \times t\) 的乘積即為切割剪切面的面積(mm²);再乘以剪切強度(N/mm²),便可得到以牛頓為單位的力。由於沖孔是沿著切割邊緣將材料剪斷,而非把材料拉開,因此正確的參數是剪切強度,而非抗拉強度。一般參考值:低碳鋼的剪切強度約為 350 MPa、鋁約為 110~170 MPa、不鏽鋼約為 520 MPa。
實例演算
在 2 mm 的低碳鋼板上沖一個直徑 50 mm 的孔(\(\tau \approx 350\) MPa):周長 \(= \pi \times 50 \approx 157.08\) mm。沖壓力 \(= 157.08 \times 2 \times 350 \approx 109{,}956\) N \(\approx 110\) kN \(\approx 11.2\) 公噸力。一台 15 公噸的壓床即可輕鬆勝任。
常見問題
需要加上安全係數嗎?需要——工程師通常會額外增加 20~30%,以涵蓋模具磨耗、加工硬化與摩擦的影響。
為什麼用剪切強度而不用抗拉強度?沖孔是透過剪切方式切斷材料;對多數金屬而言,剪切強度大約是抗拉強度的 0.6~0.8 倍。
可以降低所需的沖壓力嗎?可以——在沖頭或模具上磨出剪切角,能讓切割隨時間分散進行,進而降低尖峰沖壓力。