什么是冲压力计算器?
冲压力计算器用于估算压力机在板材上冲孔、冲裁或落料时所需的力。掌握这个数值,你就能选配吨位足够的压力机、匹配合适的模具,避免设备超载或损坏。只要知道材料的抗剪强度,它适用于任何延展性板材。
使用方法
只需输入三个参数:切口周长(被剪切轮廓线的总长度,单位毫米——圆孔即为 \(\pi \times \text{直径}\))、板材厚度(毫米),以及材料的抗剪强度(单位 MPa,等同于 N/mm²)。计算器会同时给出以千牛、牛顿和公吨力表示的所需冲压力。
公式详解
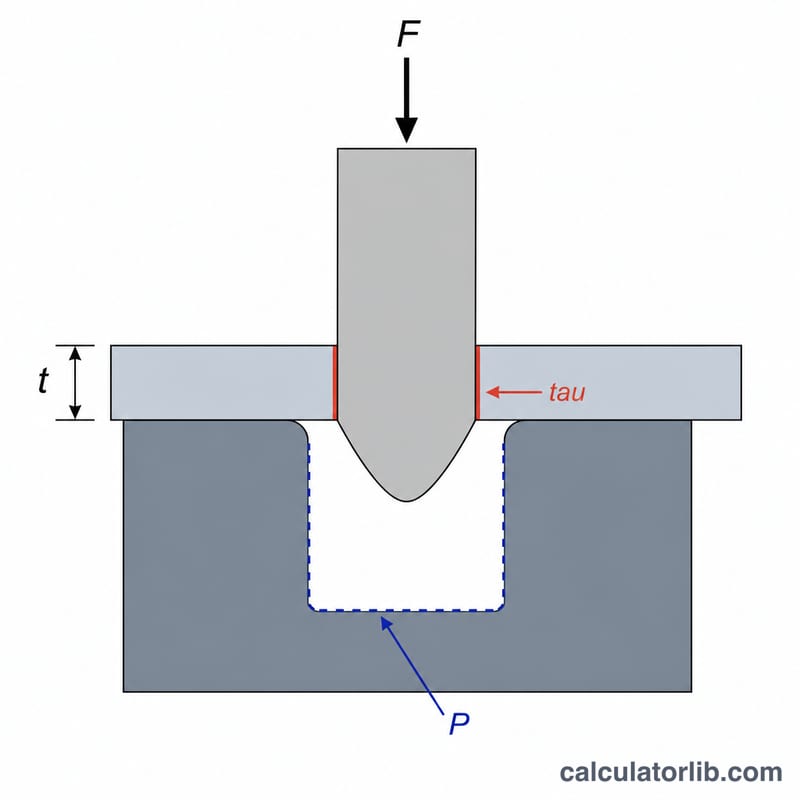
计算模型为 $$F = P \times t \times \tau$$其中 \(P\) 为周长,\(t\) 为厚度,\(\tau\) 为抗剪强度。\(P \times t\) 的乘积即为剪切面面积(mm²),再乘以抗剪强度(N/mm²),即得到以牛顿为单位的力。由于冲压是沿切口将材料剪断,而非将其拉断,因此应采用抗剪强度而非抗拉强度。粗略参考:低碳钢的抗剪强度约为 350 MPa,铝约为 110–170 MPa,不锈钢约为 520 MPa。
实例演算
在 2 mm 厚的低碳钢上冲一个直径 50 mm 的孔(\(\tau \approx 350\) MPa):周长 \(= \pi \times 50 \approx 157.08\) mm。冲压力 $$157.08 \times 2 \times 350 \approx 109{,}956 \text{ N} \approx 110 \text{ kN} \approx 11.2 \text{ 公吨力}$$一台 15 吨的压力机可轻松胜任。
常见问题
需要预留安全系数吗?需要——工程师通常会额外增加 20–30%,以应对模具磨损、加工硬化和摩擦等因素。
为什么用抗剪强度而不是抗拉强度?冲压是靠剪切来切断材料;对大多数金属而言,抗剪强度约为抗拉强度的 0.6–0.8 倍。
能否降低所需的冲压力?可以——在冲头或凹模上磨出剪切斜角(错峰刃口),让切口分时段完成,从而降低峰值力。