Что такое припуск на гибку?
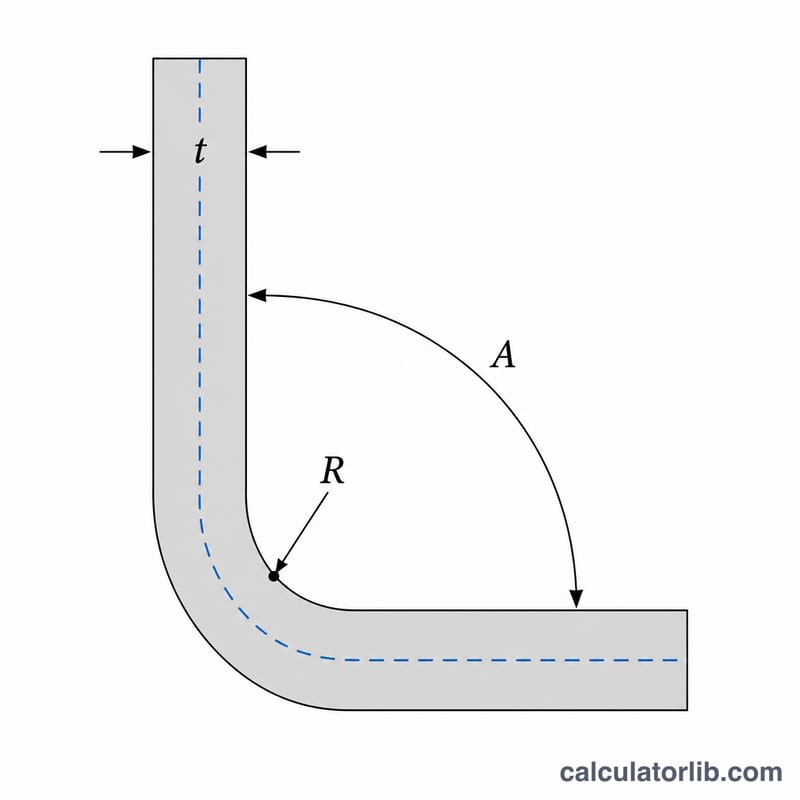
Припуск на гибку (bend allowance, BA) — это длина нейтральной линии на участке гиба листового металла. При гибке внешняя поверхность растягивается, а внутренняя сжимается; где-то между ними проходит нейтральная линия, длина которой остаётся неизменной. Зная припуск на гибку, мастер может правильно рассчитать длину развёртки (заготовки), чтобы готовая деталь получилась нужного размера.
Как пользоваться калькулятором
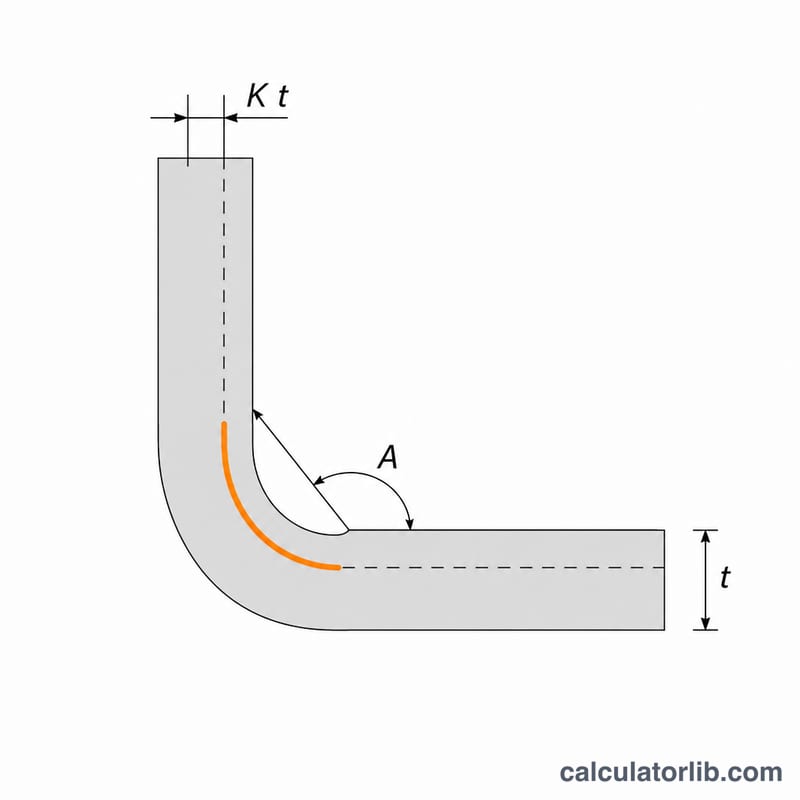
Введите четыре значения: угол гиба в градусах, внутренний радиус гиба, толщину материала и K-фактор. K-фактор (обычно 0,3–0,5) показывает, где проходит нейтральная линия, в виде доли от толщины материала. Нажмите «Рассчитать» — и вы получите припуск на гибку в миллиметрах, а также эффективный радиус нейтральной линии \((R + K \cdot t)\) для справки.
Разбор формулы
Формула выглядит так: $$BA = \frac{\pi}{180} \times \text{Angle} \times \left( \text{Radius} + \text{K-Factor} \times \text{Thickness} \right)$$. Множитель \(\frac{\pi}{180} \times A\) переводит угол гиба из градусов в радианы. Умножая этот угол в радианах на радиус нейтральной линии \((R + K \cdot t)\), мы получаем длину дуги, по которой металл проходит вдоль гиба, — то есть припуск на гибку.
Пример расчёта
Предположим, вы гнёте деталь на 90°, внутренний радиус — 3 мм, толщина — 2 мм, а K-фактор — 0,33. Радиус нейтральной линии равен \(3 + 0{,}33 \times 2 = 3{,}66\) мм. $$BA = \frac{\pi}{180} \times 90 \times 3{,}66 = \frac{\pi}{2} \times 3{,}66 \approx 5{,}749 \text{ мм}$$
Частые вопросы
Какой K-фактор выбрать? Распространённое значение по умолчанию — 0,33 для низкоуглеродистой стали, но оно меняется в зависимости от материала, оснастки и радиуса гиба. Для точности сверяйтесь с данными поставщика или проводите практические замеры.
В каких единицах работает калькулятор? По длине калькулятор не привязан к конкретным единицам: если вы введёте радиус и толщину в дюймах, результат будет в дюймах. Угол всегда указывается в градусах.
Как припуск на гибку связан с длиной развёртки? Длина развёртки = сумма длин полок + припуски на гибку для каждого гиба. Этот параметр тесно связан с вычетом на гибку (bend deduction), который, наоборот, вычитается из суммы наружных размеров.
Таблица поиска K-фактора по материалу и радиусу
K-фактор выражает положение нейтральной оси внутри материала как доля толщины \(t\). Он всегда находится между 0 и 0,5 и смещается наружу (к 0,5) по мере увеличения внутреннего радиуса сгиба относительно толщины. Более острый радиус больше сжимает внутренний слой и смещает нейтральную ось внутрь, поэтому \(K\) меньше. Более мягкие (отожженные) состояния допускают более острые сгибы и имеют тенденцию к немного более высоким K-факторам, чем жесткие состояния при одном и том же радиусе.
| Материал (типовое состояние) | R < t (острый сгиб) |
R ≈ t | R > 2t (пологий сгиб) |
|---|---|---|---|
| Мягкая сталь / низкоуглеродистая сталь | 0.33 | 0.38 | 0.42–0.45 |
| Мягкая сталь (жесткая / холоднокатаная) | 0.30 | 0.35 | 0.40–0.43 |
| Нержавеющая сталь (отожженная) | 0.30 | 0.35 | 0.40–0.45 |
| Нержавеющая сталь (жесткая) | 0.28 | 0.33 | 0.38–0.42 |
| Алюминий (мягкий / 3003-O, 5052-O) | 0.33 | 0.38 | 0.43–0.46 |
| Алюминий (жесткий / 6061-T6) | 0.30 | 0.35 | 0.40–0.43 |
| Медь / латунь (мягкие) | 0.33 | 0.38 | 0.43–0.45 |
Это практические начальные значения; наиболее надежный K-фактор для производства — это значение, которое вы рассчитаете обратным образом на основе пробного сгиба вашего собственного материала на вашем собственном прессе. Обычное значение по умолчанию для общей гибки в воздухе — \(K \approx 0.40\to0.45\), в то время как придавливание и чеканка дают более низкое значение, потому что внутренний радиус вынужденно становится более острым.
Проверочный расчет: для сгиба 90° в листе толщиной 2 мм с внутренним радиусом 2 мм (R ≈ t) и \(K = 0.38\), припуск на сгиб составляет \(BA = \frac{\pi}{180}\times 90\times(2 + 0.38\times 2) = \) 4.335 мм материала, потребленного при сгибе.
Ключевые термины и переменные
- Припуск на сгиб (BA)
- Длина дуги нейтральной оси через сгиб — то есть фактическая длина материала, потребленного при формировании сгиба. Это добавляется к плоским длинам ножек для получения общей плоской (заготовки) длины. Рассчитывается здесь как \(BA = \frac{\pi}{180}\times \text{Угол}\times(R + K\,t)\).
- K-фактор (K)
- Отношение расстояния от внутренней поверхности до нейтральной оси, деленное на толщину материала \(t\). Он варьируется от 0 до 0,5 и характеризует, насколько далеко нейтральная ось сместилась в сторону внутренней стороны сгиба.
- Нейтральная ось
- Плоскость внутри согнутого материала, которая не растягивается (внешние волокна) и не сжимается (внутренние волокна), поэтому ее длина не изменяется при формировании. Ее положение определяется K-фактором.
- Внутренний радиус (R)
- Радиус, измеренный на вогнутой (внутренней) поверхности сгиба. Он определяется радиусом наконечника пуансона, раскрытием матрицы и упругим восстановлением материала.
- Угол сгиба
- Угол, на который сгибается материал, измеренный как дополнение к углу охвата — плоский лист, сложенный в букву L, — это сгиб на 90°. Это развертываемый угол, используемый в формуле длины дуги.
- Плоская / заготовленная длина
- Общая развернутая длина плоского листа перед сгибанием, равная сумме плоских длин ножек плюс припуск на сгиб для каждого сгиба: \(L_{flat} = L_1 + L_2 + BA\).
- Вычет на сгиб (BD)
- Величина, вычитаемая из суммы внешних размеров ножек для получения плоской длины: \(L_{flat} = (\text{внешняя ножка }1 + \text{внешняя ножка }2) - BD\). Это связано с припуском на сгиб через отступ.
- Отступ (SB)
- Расстояние от линии касания сгиба до вершины (точка, где две внешние поверхности пересекались бы). Для сгиба \(SB = \tan(\tfrac{\text{угол}}{2})\times(R + t)\), и \(BD = 2\,SB - BA\).