什么是折弯系数?
折弯系数(Bend Allowance,简称 BA)指钣金在折弯过程中,中性层沿弯曲部位走过的弧长。金属弯折时,外侧表面被拉伸,内侧表面被压缩,而二者之间存在一条长度始终不变的中性层。掌握折弯系数,钣金技师就能算出正确的展开长度(下料尺寸),从而保证成品零件的最终尺寸精准到位。
如何使用本计算器
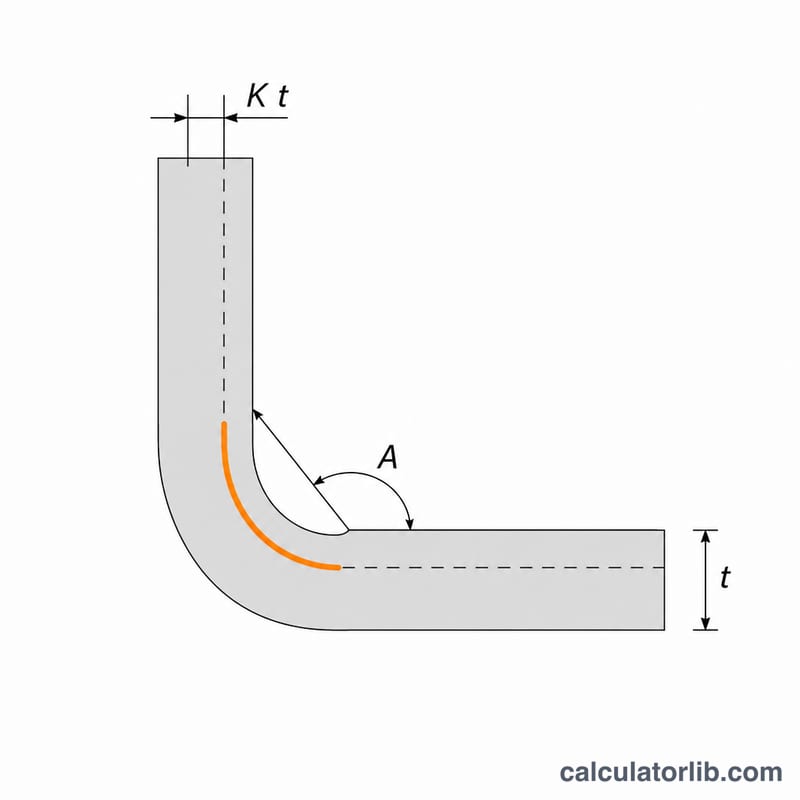
只需输入四个数值:以度为单位的折弯角度、内侧折弯半径、材料厚度,以及 K 因子。K 因子(通常为 0.3–0.5)用来描述中性层在料厚中所处的相对位置,即占料厚的比例。点击"计算"后,您将得到以毫米为单位的折弯系数,并附带有效中性层半径(\(R + K \cdot t\))供参考。
公式详解
计算公式为 $$BA = \frac{\pi}{180} \times \text{Angle} \times \left( \text{Radius} + \text{K-Factor} \times \text{Thickness} \right)$$。其中(π / 180)× A 用于将折弯角度从"度"换算为"弧度"。再将该弧度值乘以中性层半径(\(R + K \cdot t\)),即可得到金属沿弯曲部位走过的弧长,也就是折弯系数。
实例演算
假设需要将零件折弯 90°,内侧半径为 3 mm,料厚为 2 mm,K 因子取 0.33。则中性层半径为 \(3 + 0.33 \times 2 = 3.66\) mm。代入公式:$$BA = \frac{\pi}{180} \times 90 \times 3.66 = \frac{\pi}{2} \times 3.66 \approx 5.749 \text{ mm}$$
按材料和半径的K因子查找表
K因子表示中性轴在材料内的位置,作为厚度 \(t\) 的分数。它始终介于0到0.5之间,随着内弯曲半径相对于厚度的增加而向外移动(向0.5)。更紧的半径会压缩更多的内层纤维并将中性轴向内拉动,所以 \(K\) 较小。软化(退火)态的材料能够承受更尖锐的弯曲,在相同半径下的K因子往往比硬态更高。
| 材料(典型态) | R < t (紧弯) |
R ≈ t | R > 2t (宽松弯) |
|---|---|---|---|
| 低碳钢/软钢(软态) | 0.33 | 0.38 | 0.42–0.45 |
| 低碳钢(硬态/冷轧) | 0.30 | 0.35 | 0.40–0.43 |
| 不锈钢(退火态) | 0.30 | 0.35 | 0.40–0.45 |
| 不锈钢(硬态) | 0.28 | 0.33 | 0.38–0.42 |
| 铝(软态 / 3003-O, 5052-O) | 0.33 | 0.38 | 0.43–0.46 |
| 铝(硬态 / 6061-T6) | 0.30 | 0.35 | 0.40–0.43 |
| 铜/黄铜(软态) | 0.33 | 0.38 | 0.43–0.45 |
这些是实用的起始值;生产中最可靠的K因子是通过在自己的材料上用自己的压床进行试验弯曲反推得出的。一般浮动弯曲的常见默认值是 \(K \approx 0.40\to0.45\),而压底和硬压会降低该值,因为内半径被强制变得更紧。
实例验证:对于厚度为2 mm、内弯曲半径为2 mm(R ≈ t)、\(K = 0.38\) 的90°弯曲,弯曲余量为 \(BA = \frac{\pi}{180}\times 90\times(2 + 0.38\times 2) = \) 4.335 mm 的材料被消耗在弯曲中。
关键术语和变量
- 弯曲余量(BA)
- 中性轴通过弯曲部分的弧长——即形成弯曲所消耗的实际材料长度。它与两条腿的平面长度相加以获得总平面(毛坯)长度。计算方式为 \(BA = \frac{\pi}{180}\times \text{角度}\times(R + K\,t)\)。
- K因子(K)
- 从内表面到中性轴的距离与材料厚度 \(t\) 的比值。它的范围是0到0.5,量化中性轴向弯曲内侧偏移了多远。
- 中性轴
- 弯曲材料内既不被拉伸(外层纤维)也不被压缩(内层纤维)的平面,因此其长度在成形过程中不会改变。其位置由K因子定义。
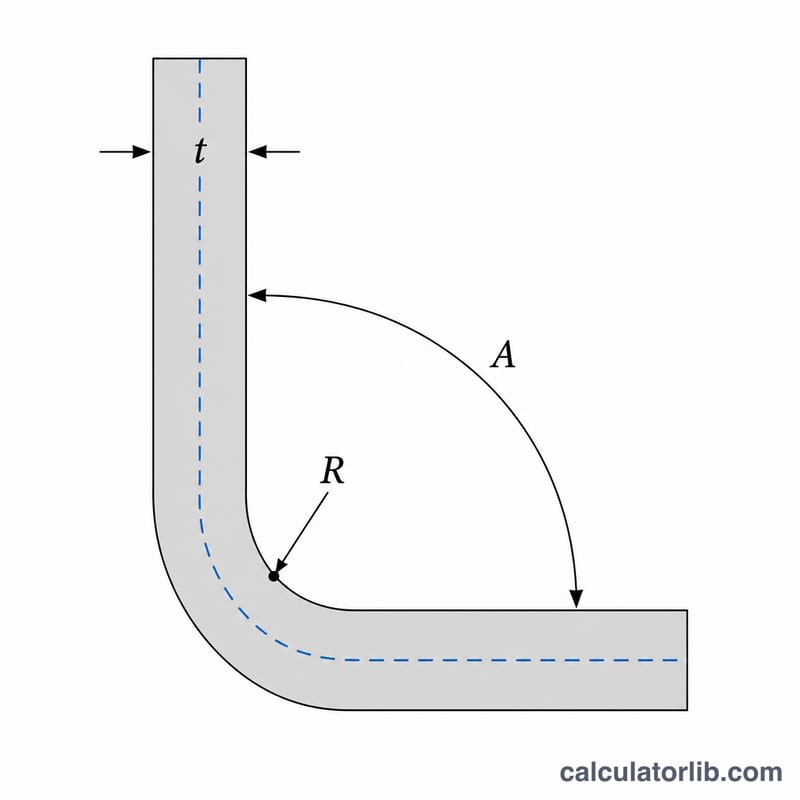
- 内半径(R)
- 在弯曲凹面(内侧)上测量的半径。它由冲头尖端半径、模具开口和材料的回弹决定。
- 弯曲角度
- 材料被弯曲的角度,以包含角的补角测量——一张平板折叠成L形是90°弯曲。这是弧长公式中使用的扫过角度。
- 平面/毛坯长度
- 弯曲前平板的总展开长度,等于平面腿长度与每个弯曲弯曲余量之和:\(L_{flat} = L_1 + L_2 + BA\)。
- 弯曲扣除(BD)
- 从外腿尺寸之和中减去以获得平面长度的量:\(L_{flat} = (\text{外腿 }1 + \text{外腿 }2) - BD\)。它通过回退与弯曲余量相关。
- 回退(SB)
- 从弯曲切线到顶点(两个外表面相交处)的距离。对于弯曲,\(SB = \tan(\tfrac{\text{角度}}{2})\times(R + t)\),且 \(BD = 2\,SB - BA\)。
常见问题
应该选用多大的 K 因子?对于低碳钢,常用默认值为 0.33,但具体数值会随材料、模具和折弯半径而变化。为确保精度,建议参考供应商提供的数据或通过实测确定。
本工具使用什么单位?就长度而言,本计算器不限定单位——若您以英寸输入半径和料厚,结果即为英寸。角度则始终以度为单位。
折弯系数与展开长度有什么关系?展开长度 = 各折边长度之和 + 每个折弯的折弯系数之和。它与折弯扣除(Bend Deduction)密切相关,区别在于折弯扣除是从外形尺寸之和中减去的。