बेंड अलाउंस क्या है?
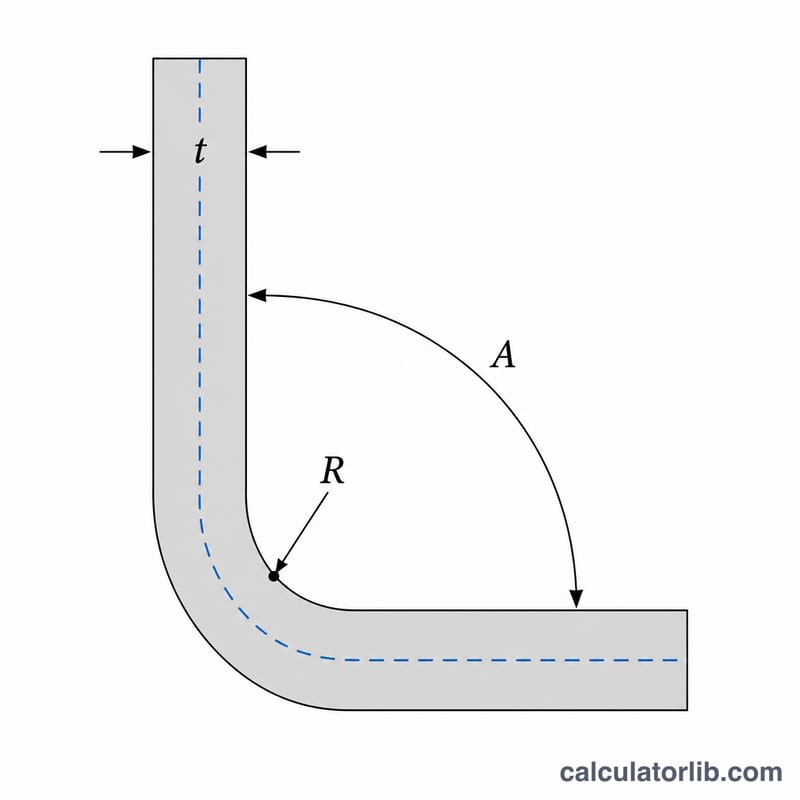
बेंड अलाउंस (BA) वह लंबाई होती है जो शीट मेटल में मोड़ (बेंड) के दौरान न्यूट्रल एक्सिस (तटस्थ अक्ष) तय करती है। जब धातु को मोड़ा जाता है, तो उसकी बाहरी सतह खिंचती है और भीतरी सतह दबती है; इन दोनों के बीच कहीं एक न्यूट्रल एक्सिस होती है, जिसकी लंबाई नहीं बदलती। बेंड अलाउंस का सही मान जानने से फैब्रिकेटर सही फ्लैट (ब्लैंक) लंबाई की गणना कर पाते हैं, जिससे तैयार पुर्जा बिल्कुल सही माप का बनता है।
इस कैलकुलेटर का उपयोग कैसे करें
चार मान दर्ज करें: डिग्री में बेंड एंगल, इनसाइड बेंड रेडियस, मटेरियल की मोटाई, और K-फैक्टर। K-फैक्टर (आमतौर पर 0.3–0.5) यह बताता है कि न्यूट्रल एक्सिस मटेरियल की मोटाई के किस अंश पर स्थित है। कैलकुलेट पर क्लिक करते ही आपको बेंड अलाउंस मिलीमीटर में मिलेगा, साथ ही संदर्भ के लिए प्रभावी न्यूट्रल-एक्सिस रेडियस \((R + K \cdot t)\) भी।
फॉर्मूला समझें
फॉर्मूला है $$BA = \frac{\pi}{180} \times \text{Angle} \times \left( \text{Radius} + \text{K-Factor} \times \text{Thickness} \right)$$। इसमें \(\frac{\pi}{180} \times A\) भाग बेंड एंगल को डिग्री से रेडियन में बदलता है। रेडियन में इस एंगल को न्यूट्रल-एक्सिस रेडियस \((R + K \cdot t)\) से गुणा करने पर वह आर्क लेंथ मिलती है जो धातु बेंड के चारों ओर तय करती है — यही बेंड अलाउंस है।
हल किया हुआ उदाहरण
मान लीजिए आप किसी पुर्जे को 90° पर मोड़ते हैं, जिसमें इनसाइड रेडियस 3 mm, मोटाई 2 mm और K-फैक्टर 0.33 है। न्यूट्रल रेडियस होगा \(3 + 0.33 \times 2 = 3.66\) mm। $$BA = \frac{\pi}{180} \times 90 \times 3.66 = \frac{\pi}{2} \times 3.66 \approx 5.749 \text{ mm}$$
सामग्री और त्रिज्या के अनुसार K-फैक्टर लुकअप तालिका
K-फैक्टर यह व्यक्त करता है कि तटस्थ अक्ष मोटाई \(t\) के अंश के रूप में सामग्री के अंदर कहाँ स्थित है। यह हमेशा 0 और 0.5 के बीच गिरता है, और यह बाहर की ओर (0.5 की ओर) स्थानांतरित होता है क्योंकि मोटाई के सापेक्ष अंदरूनी मोड़ की त्रिज्या बढ़ती है। एक तंग त्रिज्या आंतरिक तंतु को अधिक संपीड़ित करता है और तटस्थ अक्ष को अंदर की ओर खींचता है, इसलिए \(K\) छोटा होता है। नरम (एनीलित) स्वभाव तेज मोड़ को सहन करते हैं और कठोर स्वभाव की तुलना में समान त्रिज्या पर थोड़े अधिक K-फैक्टर की ओर झुकते हैं।
| सामग्री (विशिष्ट स्वभाव) | R < t (तंग मोड़) |
R ≈ t | R > 2t (उदार मोड़) |
|---|---|---|---|
| हल्का / निम्न कार्बन स्टील (नरम) | 0.33 | 0.38 | 0.42–0.45 |
| हल्का स्टील (कठोर / ठंडा-दबाया गया) | 0.30 | 0.35 | 0.40–0.43 |
| स्टेनलेस स्टील (एनीलित) | 0.30 | 0.35 | 0.40–0.45 |
| स्टेनलेस स्टील (कठोर) | 0.28 | 0.33 | 0.38–0.42 |
| एल्यूमीनियम (नरम / 3003-O, 5052-O) | 0.33 | 0.38 | 0.43–0.46 |
| एल्यूमीनियम (कठोर / 6061-T6) | 0.30 | 0.35 | 0.40–0.43 |
| तांबा / पीतल (नरम) | 0.33 | 0.38 | 0.43–0.45 |
ये व्यावहारिक शुरुआती मान हैं; उत्पादन के लिए सबसे विश्वसनीय K-फैक्टर वह है जिसे आप अपनी सामग्री पर अपनी स्वयं की प्रेस पर परीक्षण मोड़ से बैक-कैलकुलेट करते हैं। सामान्य एयर बेंडिंग के लिए एक सामान्य डिफ़ॉल्ट \(K \approx 0.40\to0.45\) है, जबकि बॉटमिंग और कोइनिंग मूल्य को कम करते हैं क्योंकि अंदरूनी त्रिज्या को तंग किया जाता है।
कार्य की जांच: 2 मिमी शीट में 90° मोड़ के लिए 2 मिमी की अंदरूनी त्रिज्या के साथ (R ≈ t) और \(K = 0.38\), मोड़ भत्ता है \(BA = \frac{\pi}{180}\times 90\times(2 + 0.38\times 2) = \) 4.335 मिमी मोड़ में खपत की गई सामग्री।
मुख्य शब्द और चर
- मोड़ भत्ता (BA)
- मोड़ के माध्यम से तटस्थ अक्ष की चाप लंबाई — अर्थात्, मोड़ को बनाने में खपत की गई सामग्री की वास्तविक लंबाई। इसे पैरों की समतल लंबाई में जोड़ा जाता है कुल समतल (खाली) लंबाई प्राप्त करने के लिए। यहाँ \(BA = \frac{\pi}{180}\times \text{कोण}\times(R + K\,t)\) के रूप में गणना की जाती है।
- K-फैक्टर (K)
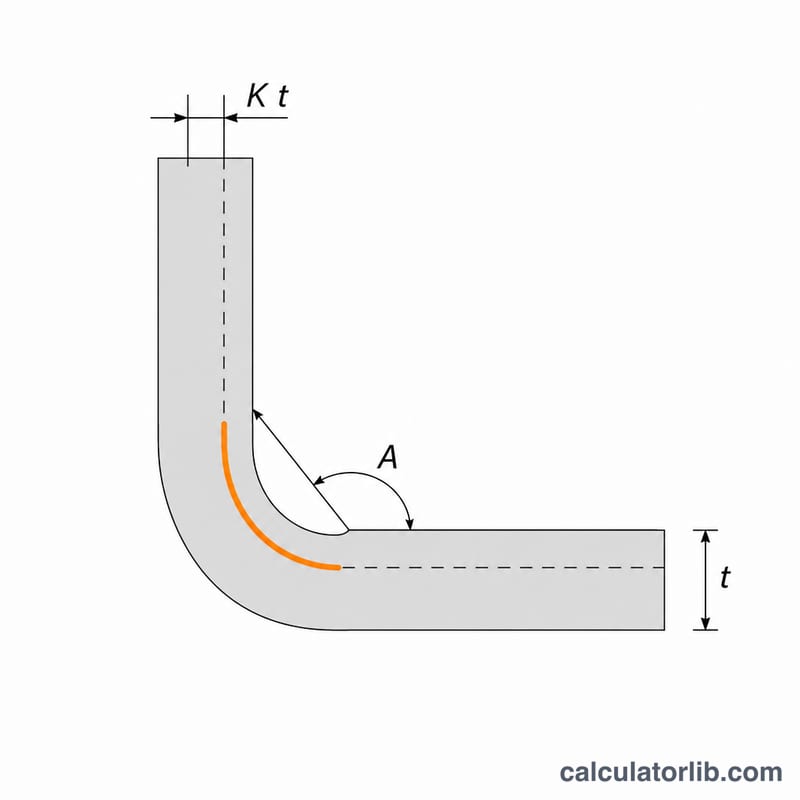
- अंदरूनी सतह से तटस्थ अक्ष तक की दूरी का अनुपात, सामग्री मोटाई \(t\) से विभाजित। यह 0 से 0.5 तक होता है और बताता है कि तटस्थ अक्ष मोड़ के अंदर की ओर कितना स्थानांतरित हुआ है।
- तटस्थ अक्ष
- मुड़ी हुई सामग्री के भीतर का तल जो न तो खिंचा हुआ है (बाहरी तंतु) और न ही संपीड़ित है (आंतरिक तंतु), इसलिए इसकी लंबाई बनाने के दौरान नहीं बदलती। इसकी स्थिति K-फैक्टर द्वारा परिभाषित की जाती है।
- अंदरूनी त्रिज्या (R)
- अवतल (आंतरिक) मोड़ के चेहरे पर मापी गई त्रिज्या। इसे पंच टिप की त्रिज्या, डाई ओपनिंग और सामग्री की स्प्रिंगबैक द्वारा नियंत्रित किया जाता है।
- मोड़ कोण
- वह कोण जिसके माध्यम से सामग्री को मोड़ा जाता है, अंतर्भुक्त कोण के पूरक के रूप में मापा जाता है — एक समतल शीट को L में मोड़ना 90° मोड़ है। यह चाप-लंबाई सूत्र में उपयोग किया जाने वाला स्वीप कोण है।
- समतल / खाली लंबाई
- बेंडिंग से पहले समतल शीट की कुल विकसित लंबाई, समतल पैर की लंबाई और प्रत्येक मोड़ के लिए मोड़ भत्ता का योग के बराबर: \(L_{flat} = L_1 + L_2 + BA\)।
- मोड़ कटौती (BD)
- बाहरी पैर के आयामों के योग से घटाई गई राशि समतल लंबाई प्राप्त करने के लिए: \(L_{flat} = (\text{बाहरी पैर }1 + \text{बाहरी पैर }2) - BD\)। यह मोड़ भत्ता से सेटबैक के माध्यम से संबंधित है।
- सेटबैक (SB)
- मोड़ की स्पर्श रेखा से शीर्ष तक की दूरी (वह बिंदु जहाँ दो बाहरी सतहें प्रतिच्छेद करेंगी)। एक मोड़ के लिए, \(SB = \tan(\tfrac{\text{कोण}}{2})\times(R + t)\), और \(BD = 2\,SB - BA\)।
अक्सर पूछे जाने वाले सवाल
मुझे कौन-सा K-फैक्टर इस्तेमाल करना चाहिए? माइल्ड स्टील के लिए आमतौर पर 0.33 का डिफ़ॉल्ट मान लिया जाता है, पर यह मटेरियल, टूलिंग और बेंड रेडियस के अनुसार बदलता रहता है। सटीकता के लिए अपने सप्लायर के डेटा या प्रयोगात्मक परीक्षण देखें।
यह किन इकाइयों में काम करता है? लंबाई के लिए कैलकुलेटर किसी खास इकाई पर निर्भर नहीं है — अगर आप रेडियस और मोटाई इंच में डालते हैं, तो परिणाम भी इंच में आएगा। एंगल हमेशा डिग्री में होता है।
बेंड अलाउंस का फ्लैट लंबाई से क्या संबंध है? फ्लैट लंबाई = सभी फ्लैंज लंबाइयों का योग + हर बेंड के लिए बेंड अलाउंस। यह बेंड डिडक्शन से भी निकटता से जुड़ा है, जिसे इसके बजाय बाहरी मापों के योग में से घटाया जाता है।