Büküm Payı Nedir?
Büküm payı (BA), sac metalde bir büküm boyunca nötr eksenin kat ettiği uzunluktur. Metal büküldüğünde dış yüzey gerilirken iç yüzey sıkışır; ikisinin arasında, uzunluğu hiç değişmeyen bir nötr eksen bulunur. Büküm payını bilmek, imalatçıların doğru açınım (tabaka) uzunluğunu hesaplamasını sağlar; böylece bitmiş parça istenen ölçülerde çıkar.
Bu Hesaplama Aracı Nasıl Kullanılır?
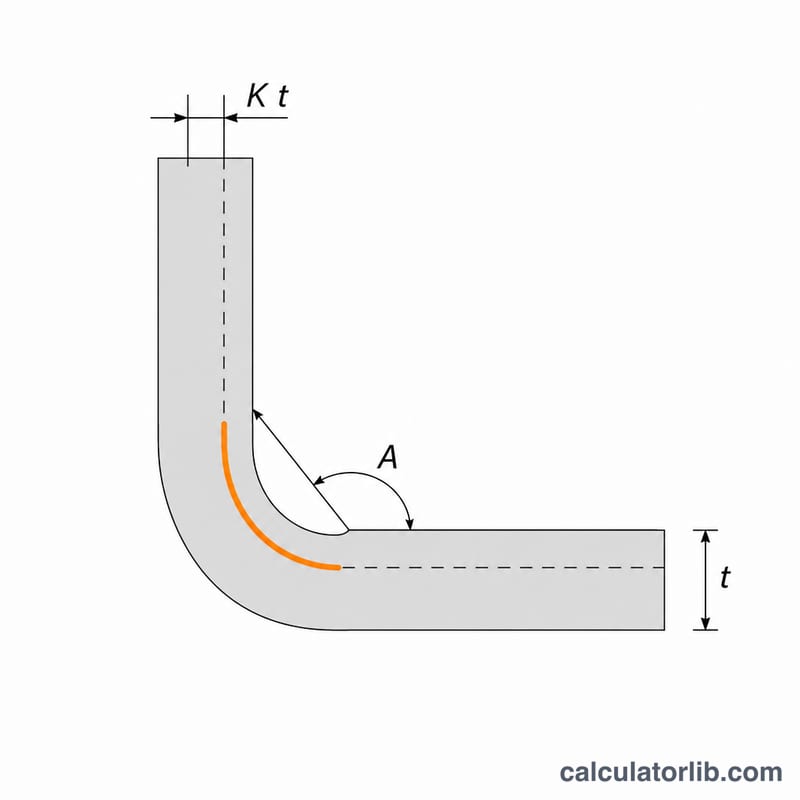
Dört değer girin: derece cinsinden büküm açısı, iç bükme yarıçapı, malzeme kalınlığı ve K-faktörü. K-faktörü (genellikle 0,3–0,5), nötr eksenin malzeme kalınlığının kaçta kaçında konumlandığını ifade eder. Hesapla düğmesine bastığınızda, büküm payını milimetre cinsinden ve referans olarak etkin nötr eksen yarıçapını \((R + K \cdot t)\) elde edersiniz.
Formülün Açıklaması
Formül şudur: $$BA = \frac{\pi}{180} \times \text{Angle} \times \left( \text{Radius} + \text{K-Factor} \times \text{Thickness} \right)$$ \(\frac{\pi}{180} \times A\) terimi, büküm açısını dereceden radyana çevirir. Radyan cinsinden bu açıyı nötr eksen yarıçapı \((R + K \cdot t)\) ile çarpmak, metalin büküm boyunca izlediği yay uzunluğunu, yani büküm payını verir.
Örnek Hesaplama
Diyelim ki bir parçayı 90°, 3 mm iç yarıçap, 2 mm kalınlık ve 0,33 K-faktörü ile büküyorsunuz. Nötr yarıçap \(3 + 0{,}33 \times 2 = 3{,}66\) mm olur. $$BA = \frac{\pi}{180} \times 90 \times 3{,}66 = \frac{\pi}{2} \times 3{,}66 \approx 5{,}749 \text{ mm}$$
Sık Sorulan Sorular
Hangi K-faktörünü kullanmalıyım? Yumuşak çelik için yaygın bir varsayılan değer 0,33'tür, ancak bu değer malzemeye, takıma ve bükme yarıçapına göre değişir. Doğru sonuç için tedarikçinizin verilerine veya deneysel testlere bakın.
Hangi birimleri kullanır? Hesaplama aracı uzunluk için birimden bağımsızdır; yarıçap ve kalınlığı inç cinsinden girerseniz sonuç da inç olur. Açı ise her zaman derece cinsindendir.
Büküm payı ile açınım uzunluğu arasındaki ilişki nedir? Açınım uzunluğu = kenar (flanş) uzunluklarının toplamı + her bükümün büküm payı. Bu kavram, dış ölçülerin toplamından çıkarılan büküm kesintisi (bend deduction) ile yakından ilişkilidir.
Malzeme ve Yarıçapa Göre K-Faktörü Arama Tablosu
K-faktörü, nötr ekseni kalınlığın kesri olarak malzemenin içinde nerede yer aldığını ifade eder. Her zaman 0 ile 0.5 arasında yer alır ve içerideki bükülme yarıçapı kalınlığa göre arttıkça dışa doğru kaymaktadır (0.5'e doğru). Daha sıkı bir yarıçap iç lifi daha fazla sıkıştırır ve nötr ekseni içe doğru çeker, bu nedenle \(K\) daha küçük olur. Daha yumuşak (tavlanmış) sertlikler daha keskin bükülmeleri tolere eder ve aynı yarıçapta sert sertliklere kıyasla biraz daha yüksek K-faktörlerine eğilim gösterir.
| Malzeme (tipik sertlik) | R < t (sıkı bükülme) |
R ≈ t | R > 2t (geniş bükülme) |
|---|---|---|---|
| Düşük karbonlu çelik (yumuşak) | 0.33 | 0.38 | 0.42–0.45 |
| Düşük karbonlu çelik (sert / soğuk haddelenmiş) | 0.30 | 0.35 | 0.40–0.43 |
| Paslanmaz çelik (tavlanmış) | 0.30 | 0.35 | 0.40–0.45 |
| Paslanmaz çelik (sert) | 0.28 | 0.33 | 0.38–0.42 |
| Alüminyum (yumuşak / 3003-O, 5052-O) | 0.33 | 0.38 | 0.43–0.46 |
| Alüminyum (sert / 6061-T6) | 0.30 | 0.35 | 0.40–0.43 |
| Bakır / pirinç (yumuşak) | 0.33 | 0.38 | 0.43–0.45 |
Bunlar pratik başlangıç değerleridir; üretim için en güvenilir K-faktörü, kendi malzemenizde kendi presinde bir test bükümünden ters hesaplanan değerdir. Genel hava bükülmesi için yaygın bir varsayılan \(K \approx 0.40\to0.45\) iken, alt ve madeni paraları vurma iç yarıçapı daha sıkı olduğu için değeri düşük tutar.
Çalışılmış kontrol: 2 mm saçta 90° bükümü için 2 mm iç yarıçapı (R ≈ t) ile \(K = 0.38\) olarak, bükülme payı \(BA = \frac{\pi}{180}\times 90\times(2 + 0.38\times 2) = \) 4.335 mm bükülmede tüketilen malzeme.
Ana Terimler ve Değişkenler
- Bükülme Payı (BA)
- Nötr ekseni bükülme yolu boyunca olan yay uzunluğu — yani bükülme oluşturma sırasında tüketilen malzemenin gerçek uzunluğu. Bacakların düz uzunluklarına eklenerek toplam düz (boş) uzunluğu elde edilir. Burada \(BA = \frac{\pi}{180}\times \text{Açı}\times(R + K\,t)\) olarak hesaplanır.
- K-Faktörü (K)
- İç yüzeyden nötr eksene kadar olan mesafenin malzeme kalınlığı \(t\) ile bölünmesi oranıdır. 0 ile 0.5 arasında değişir ve nötr eksenin bükülmenin içine kaç kadar kaymış olduğunu ölçer.
- Nötr Eksen
- Bükülmüş malzemenin içindeki düzlem; ne gerilmiş (dış lif) ne de sıkıştırılmış (iç lif) olduğu için uzunluğu şekillendirme sırasında değişmez. Konumu K-faktörü tarafından tanımlanır.
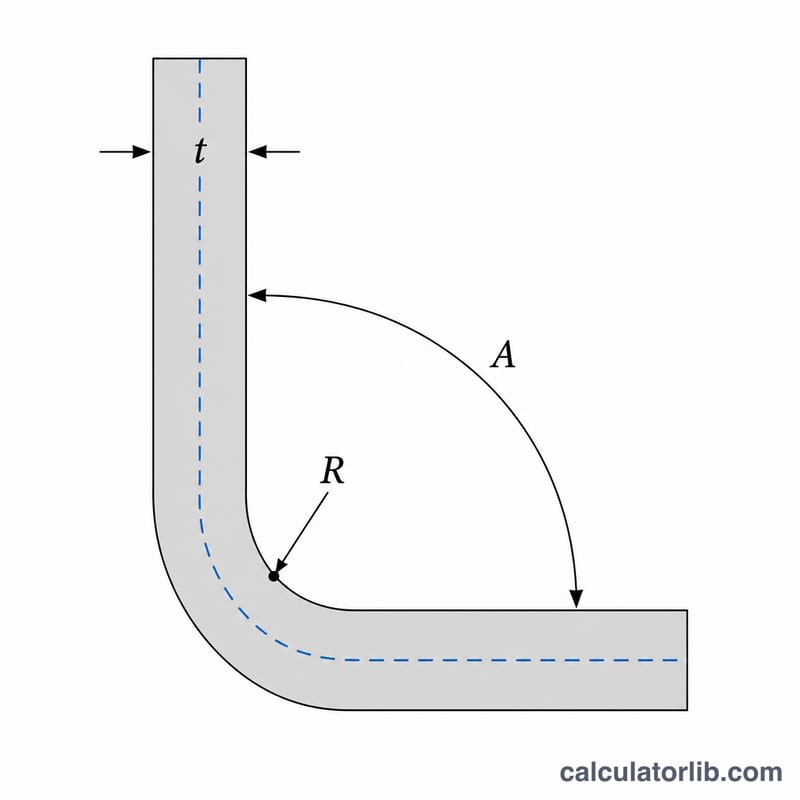
- İç Yarıçap (R)
- Bükülmenin içbükey (iç) yüzünde ölçülen yarıçap. Mühür ucu yarıçapı, ölüm açıklığı ve malzemenin geri dönüş sertliği tarafından yönetilir.
- Bükülme Açısı
- Malzemenin bükülme açısı; kapsanan açının tamamlayıcısı olarak ölçülmektedir — düz bir saç L şekline katlanmışsa 90° bükülme demektir. Bu, yay uzunluğu formülünde kullanılan süpürülmüş açıdır.
- Düz / Boş Uzunluk
- Bükülmeden önce düz saçın toplam geliştirilmiş uzunluğu; düz bacak uzunluklarının toplamı artı her bükülme için bükülme payına eşittir: \(L_{flat} = L_1 + L_2 + BA\).
- Bükülme İndirimi (BD)
- Düz uzunluğu elde etmek için dış bacak boyutlarının toplamından çıkarılan miktar: \(L_{flat} = (\text{dış bacak }1 + \text{dış bacak }2) - BD\). Bükülme payı ile setback aracılığıyla ilişkilidir.
- Setback (SB)
- Bükülme teğet çizgisinden apeks noktasına (iki dış yüzeyin kesişeceği nokta) olan mesafe. Bükülme için, \(SB = \tan(\tfrac{\text{açı}}{2})\times(R + t)\) ve \(BD = 2\,SB - BA\).