ベンドアローンとは?
ベンドアローン(BA/曲げ代)とは、板金を曲げたときに中立軸が曲げ部を通過する長さのことです。金属を曲げると外側の面は伸び、内側の面は縮みます。その間のどこかに、長さが変化しない「中立軸」が存在します。このベンドアローンを把握しておくことで、加工者は正しい展開長(ブランク長)を算出でき、仕上がった部品を狙い通りの寸法に仕上げることができます。
この計算ツールの使い方
次の4つの値を入力します。曲げ角度(度)、内側の曲げ半径、板厚、そしてK係数です。K係数(一般的には0.3~0.5)は、中立軸が板厚に対してどの位置にあるかを割合で表したものです。「計算」をクリックすると、ベンドアローンがミリメートル単位で表示され、参考として有効中立軸半径(\(R + K \cdot t\))も併せて表示されます。
計算式の解説
計算式は $$BA = \frac{\pi}{180} \times A \times \left( R + K \cdot t \right)$$ です。\(\frac{\pi}{180} \times A\) の部分は、曲げ角度を「度」から「ラジアン」へ変換しています。このラジアン換算した角度に中立軸半径(\(R + K \cdot t\))を掛けることで、金属が曲げ部に沿って描く円弧の長さ、すなわちベンドアローンが求められます。
計算例
たとえば、内側半径3mm、板厚2mm、K係数0.33の部品を90°で曲げる場合を考えます。中立軸半径は \(3 + 0.33 \times 2 = 3.66\) mm となります。$$BA = \frac{\pi}{180} \times 90 \times 3.66 = \frac{\pi}{2} \times 3.66 \approx 5.749 \text{ mm}$$ です。
材料と半径によるK因子ルックアップテーブル
K因子は、中立軸が素材の厚さ \(t\) の何分の一の位置に存在するかを表しています。常に0から0.5の間の値であり、内側曲げ半径が厚さに対して大きくなるにつれて、外側(0.5方向)にシフトします。より小さい半径は内側繊維をより圧縮し、中立軸を内側に引き寄せるため、\(K\) はより小さくなります。より軟質(焼なまし)の状態は、より鋭い曲げに耐えることができ、同じ半径の硬質状態よりもわずかに高いK因子を示す傾向があります。
| 材料(標準的な状態) | R < t (きつい曲げ) |
R ≈ t | R > 2t (ゆるい曲げ) |
|---|---|---|---|
| 軟鋼/低炭素鋼(軟質) | 0.33 | 0.38 | 0.42–0.45 |
| 軟鋼(硬質/冷間圧延) | 0.30 | 0.35 | 0.40–0.43 |
| ステンレス鋼(焼なまし) | 0.30 | 0.35 | 0.40–0.45 |
| ステンレス鋼(硬質) | 0.28 | 0.33 | 0.38–0.42 |
| アルミニウム(軟質/3003-O、5052-O) | 0.33 | 0.38 | 0.43–0.46 |
| アルミニウム(硬質/6061-T6) | 0.30 | 0.35 | 0.40–0.43 |
| 銅/真鍮(軟質) | 0.33 | 0.38 | 0.43–0.45 |
これらは実用的な初期値です。生産用の最も信頼性の高いK因子は、自分自身の素材を自分自身のプレスで試験曲げから逆算したものです。一般的なエアベンディングの標準値は \(K \approx 0.40\to0.45\) ですが、ボトミングとコイニングは内側半径がより小さく強制されるため、値をより低くします。
計算例:2 mm板材を90°曲げ、内側半径が2 mm(R ≈ t)で \(K = 0.38\) の場合、曲げ代は \(BA = \frac{\pi}{180}\times 90\times(2 + 0.38\times 2) = \) 4.335 mm となります。
主要用語と変数
- 曲げ代(BA)
- 曲げを通る中立軸の円弧長 — すなわち、曲げを形成するのに消費される実際の素材長です。脚部の平坦な長さに加えて合計平坦(ブランク)長を得るために追加されます。ここでは \(BA = \frac{\pi}{180}\times \text{角度}\times(R + K\,t)\) として計算されます。
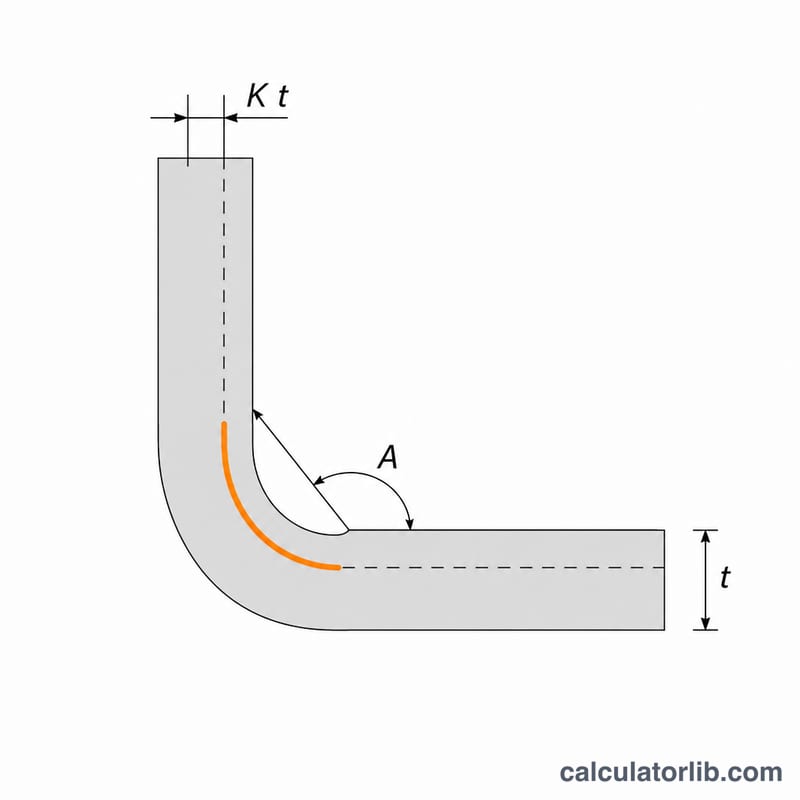
- K因子(K)
- 内側の表面から中立軸までの距離を、素材厚さ \(t\) で割った比率です。0から0.5の範囲であり、中立軸がどの程度曲げの内側にシフトしているかを定量化します。
- 中立軸
- 曲げられた素材内の平面で、引張(外側繊維)も圧縮(内側繊維)もされていないため、成形中にその長さは変わりません。その位置はK因子により定義されます。
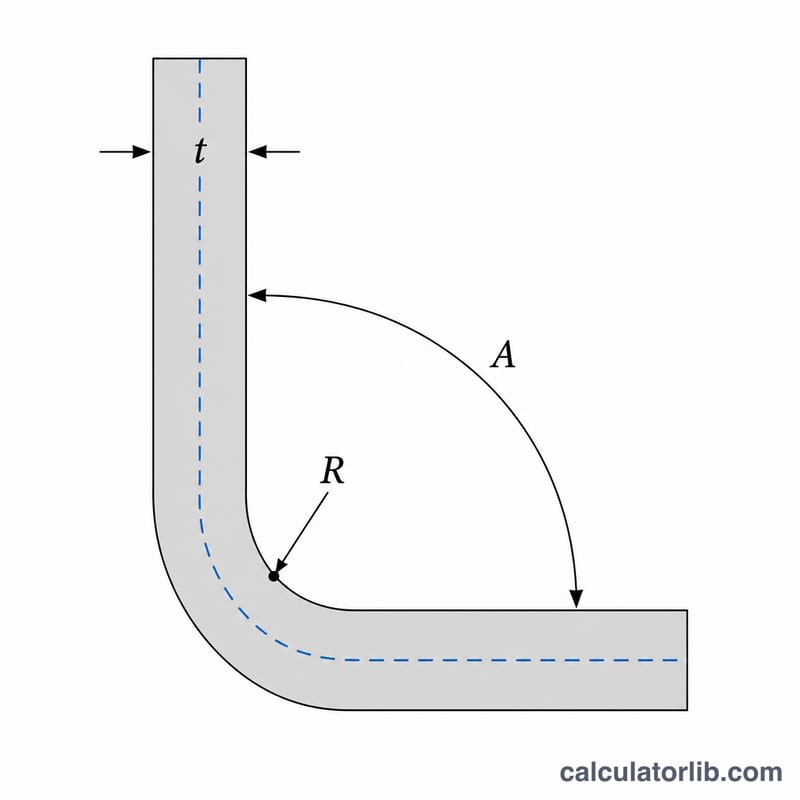
- 内側半径(R)
- 曲げの凹面(内側)で測定された半径です。パンチ先端半径、ダイ開口、および素材のスプリングバックにより制御されます。
- 曲げ角
- 素材が曲げられる角度で、内含角度の補角として測定されます — 平らな板をL字に折ると90°曲げになります。これは円弧長公式で使用される掃引角です。
- 平坦/ブランク長
- 曲げる前の平らな板の全展開長であり、各曲げの平坦な脚部長さと曲げ代の合計に等しいです:\(L_{flat} = L_1 + L_2 + BA\)。
- 曲げ控除(BD)
- 外側脚寸法の合計から引かれて平坦長を得るための量です:\(L_{flat} = (\text{外側脚1} + \text{外側脚2}) - BD\)。これはセットバックを通じて曲げ代に関連します。
- セットバック(SB)
- 曲げ接線から頂点(2つの外側表面が交差する点)までの距離です。曲げについて、\(SB = \tan(\tfrac{\text{角度}}{2})\times(R + t)\)、および \(BD = 2\,SB - BA\) です。
よくある質問
K係数はどの値を使えばよいですか? 軟鋼(マイルドスチール)では0.33を初期値とすることが一般的ですが、材質・金型・曲げ半径によって変動します。正確な値を得るには、サプライヤーのデータや実測値を確認してください。
どの単位に対応していますか? 長さについては単位に依存しません。半径や板厚をインチで入力すれば、結果もインチで得られます。角度は常に「度」で指定します。
ベンドアローンと展開長の関係は? 展開長 = 各フランジ長の合計 + 各曲げ部のベンドアローンの合計、となります。これは「ベンドディダクション(曲げ控除量)」とも密接に関係しており、ベンドディダクションの場合は外形寸法の合計から差し引いて求めます。