Bend Allowance Là Gì?
Bend allowance (BA) là chiều dài của trục trung hòa khi nó đi qua một đoạn chấn gấp trên tấm tôn. Khi kim loại bị uốn, mặt ngoài bị kéo giãn còn mặt trong bị nén lại; ở đâu đó giữa hai mặt này tồn tại một trục trung hòa có chiều dài không đổi. Biết được bend allowance giúp người thợ chấn tính ra chiều dài khai triển (phôi phẳng) chính xác, để chi tiết sau khi gấp có đúng kích thước mong muốn.
Cách Sử Dụng Công Cụ
Bạn chỉ cần nhập bốn thông số: góc chấn (tính bằng độ), bán kính chấn trong, độ dày vật liệu và hệ số K. Hệ số K (thường nằm trong khoảng 0,3–0,5) cho biết vị trí trục trung hòa nằm ở đâu, tính theo tỷ lệ so với độ dày vật liệu. Bấm tính, bạn sẽ nhận được bend allowance theo milimét, kèm theo bán kính trục trung hòa quy đổi \(R + K \cdot t\) để tham khảo.
Giải Thích Công Thức
Công thức là $$BA = \frac{\pi}{180} \times \text{Angle} \times \left( \text{Radius} + \text{K-Factor} \times \text{Thickness} \right)$$ Phần \(\frac{\pi}{180} \times A\) dùng để đổi góc chấn từ độ sang radian. Nhân giá trị góc theo radian này với bán kính trục trung hòa \(R + K \cdot t\) sẽ cho ra chiều dài cung mà kim loại đi theo quanh chỗ chấn — chính là bend allowance.
Ví Dụ Minh Họa
Giả sử bạn chấn một chi tiết góc 90°, với bán kính trong 3 mm, độ dày 2 mm và hệ số K bằng 0,33. Bán kính trung hòa sẽ là \(3 + 0{,}33 \times 2 = 3{,}66\) mm. $$BA = \frac{\pi}{180} \times 90 \times 3{,}66 = \frac{\pi}{2} \times 3{,}66 \approx 5{,}749 \text{ mm}$$
Bảng Tra Cứu K-Factor Theo Vật Liệu Và Bán Kính
K-factor biểu thị vị trí của trục trung tính nằm bên trong vật liệu như một phần của độ dày \(t\). Nó luôn nằm trong khoảng từ 0 đến 0,5, và nó dịch chuyển ra ngoài (hướng tới 0,5) khi bán kính uốn bên trong tăng lên so với độ dày. Bán kính chặt hơn nén nhiều hơn các sợi bên trong và kéo trục trung tính vào trong, do đó \(K\) nhỏ hơn. Các độ cứng mềm (tạo lập) có thể chịu những đường uốn sắc hơn và có xu hướng hướng tới các K-factor cao hơn so với các độ cứng khó ở cùng bán kính.
| Vật liệu (độ cứng điển hình) | R < t (uốn chặt) |
R ≈ t | R > 2t (uốn rộng) |
|---|---|---|---|
| Thép nhẹ / thép cacbon thấp (mềm) | 0.33 | 0.38 | 0.42–0.45 |
| Thép nhẹ (cứng / lạnh) | 0.30 | 0.35 | 0.40–0.43 |
| Thép không gỉ (tạo lập) | 0.30 | 0.35 | 0.40–0.45 |
| Thép không gỉ (cứng) | 0.28 | 0.33 | 0.38–0.42 |
| Nhôm (mềm / 3003-O, 5052-O) | 0.33 | 0.38 | 0.43–0.46 |
| Nhôm (cứng / 6061-T6) | 0.30 | 0.35 | 0.40–0.43 |
| Đồng / đồng thau (mềm) | 0.33 | 0.38 | 0.43–0.45 |
Đây là những giá trị khởi điểm thực tế; K-factor đáng tin cậy nhất cho sản xuất là giá trị bạn tính toán ngược lại từ một lần uốn thử nghiệm trong vật liệu của riêng bạn trên máy của riêng bạn. Một giá trị mặc định phổ biến cho uốn không khí tổng quát là \(K \approx 0.40\to0.45\), trong khi cuộn gọn và đúc đặt làm giảm giá trị vì bán kính bên trong bị buộc phải chặt hơn.
Kiểm tra thực hiện: đối với một đường uốn 90° trong tấm 2 mm với bán kính bên trong 2 mm (R ≈ t) và \(K = 0.38\), phương sai uốn là \(BA = \frac{\pi}{180}\times 90\times(2 + 0.38\times 2) = \) 4.335 mm của vật liệu tiêu thụ trong đường uốn.
Các Điều Khoản Và Biến Quan Trọng
- Phương Sai Uốn (BA)
- Độ dài cung của trục trung tính qua đường uốn — tức là độ dài thực tế của vật liệu được tiêu thụ bởi việc tạo hình đường uốn. Nó được thêm vào độ dài phẳng của các chân để có được tổng độ dài phẳng (tờ trống). Được tính toán ở đây dưới dạng \(BA = \frac{\pi}{180}\times \text{Góc}\times(R + K\,t)\).
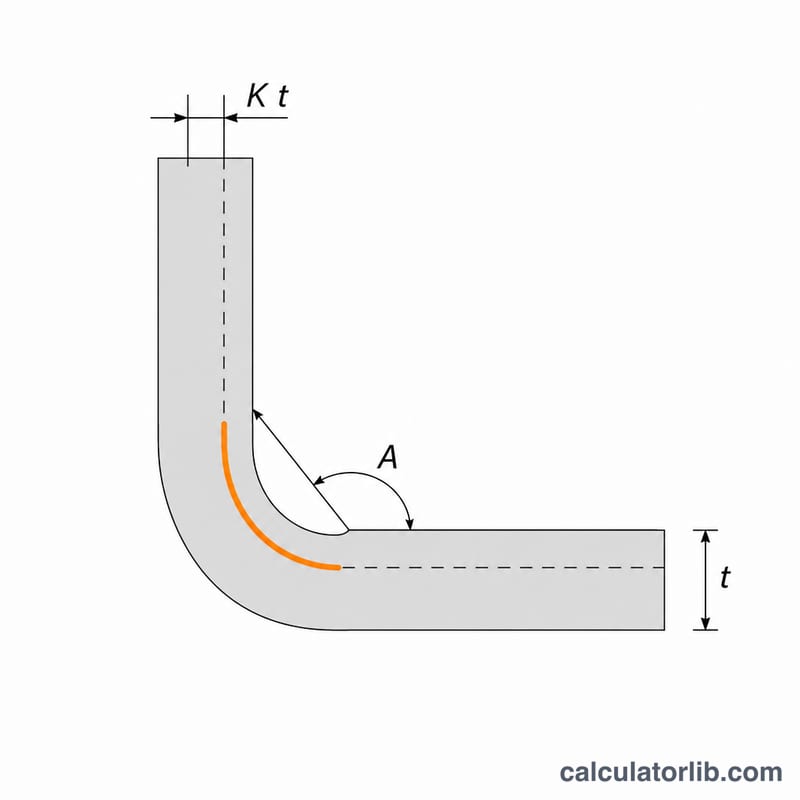
- K-Factor (K)
- Tỷ lệ của khoảng cách từ bề mặt bên trong tới trục trung tính, chia cho độ dày vật liệu \(t\). Nó berkisar từ 0 đến 0,5 và định lượng độ dịch chuyển của trục trung tính hướng tới bên trong của đường uốn.
- Trục Trung Tính
- Mặt phẳng trong vật liệu bị uốn không bị kéo dãn (sợi ngoài) cũng không bị nén (sợi bên trong), do đó độ dài của nó không thay đổi trong quá trình tạo hình. Vị trí của nó được định nghĩa bởi K-factor.
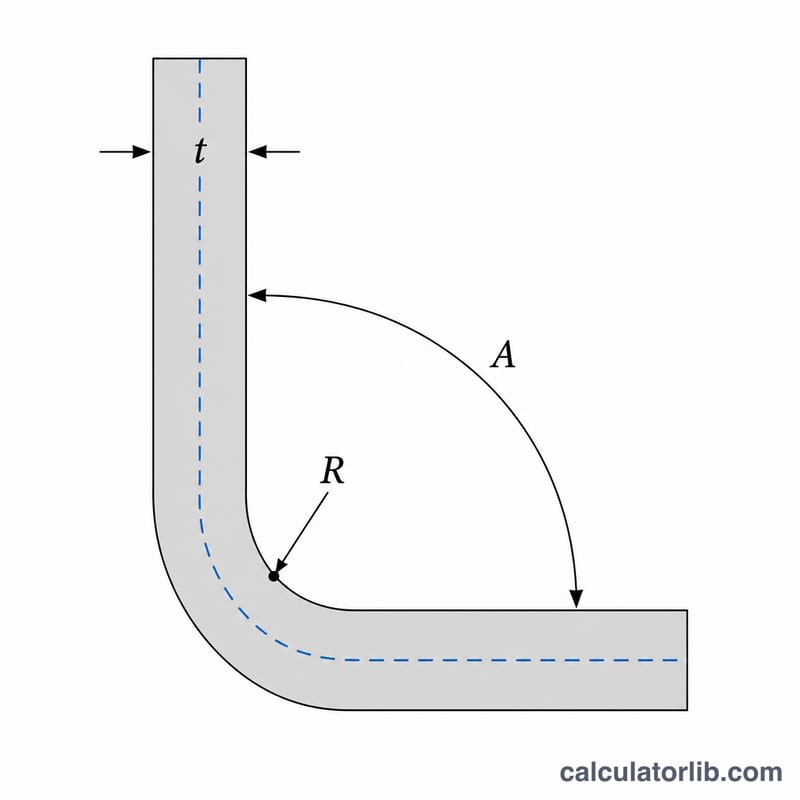
- Bán Kính Bên Trong (R)
- Bán kính được đo trên mặt lõm (bên trong) của đường uốn. Nó được chi phối bởi bán kính đầu búa, độ mở khuôn và độ phục hồi của vật liệu.
- Góc Uốn
- Góc mà vật liệu được uốn, được đo bằng phần bù của góc đã bao gồm — một tờ phẳng gấp thành hình L là một đường uốn 90°. Đây là góc quét được sử dụng trong công thức độ dài cung.
- Độ Dài Phẳng / Tờ Trống
- Tổng độ dài được phát triển của tấm phẳng trước khi uốn, bằng tổng độ dài chân phẳng cộng với phương sai uốn cho mỗi đường uốn: \(L_{flat} = L_1 + L_2 + BA\).
- Khấu Trừ Uốn (BD)
- Số tiền được trừ từ tổng các kích thước chân bên ngoài để có được độ dài phẳng: \(L_{flat} = (\text{chân bên ngoài }1 + \text{chân bên ngoài }2) - BD\). Nó liên quan đến phương sai uốn thông qua sự đặt lại.
- Đặt Lại (SB)
- Khoảng cách từ đường tiếp tuyến uốn tới đỉnh (điểm mà hai bề mặt bên ngoài sẽ giao nhau). Đối với một đường uốn, \(SB = \tan(\tfrac{\text{góc}}{2})\times(R + t)\), và \(BD = 2\,SB - BA\).
Câu Hỏi Thường Gặp
Nên dùng hệ số K bao nhiêu? Giá trị mặc định phổ biến là 0,33 cho thép mềm (mild steel), nhưng con số này thay đổi tùy vật liệu, dụng cụ chấn và bán kính chấn. Hãy tra dữ liệu của nhà cung cấp hoặc làm thử nghiệm thực tế để có kết quả chính xác.
Công cụ dùng đơn vị gì? Đối với chiều dài, công cụ không phụ thuộc vào đơn vị cụ thể — nếu bạn nhập bán kính và độ dày theo inch thì kết quả cũng ra inch. Riêng góc chấn luôn tính bằng độ.
Bend allowance liên quan thế nào đến chiều dài khai triển? Chiều dài khai triển = tổng chiều dài các cạnh (flange) + bend allowance của từng đoạn chấn. Nó có quan hệ mật thiết với bend deduction — đại lượng được trừ đi từ tổng các kích thước mặt ngoài.