What Is Bend Allowance?
Bend allowance (BA) is the length of the neutral axis as it travels through a bend in sheet metal. When metal is bent, the outer surface stretches and the inner surface compresses; somewhere in between lies a neutral axis whose length does not change. Knowing the bend allowance lets fabricators calculate the correct flat (blank) length so the finished part comes out to the right dimensions.
How to Use This Calculator
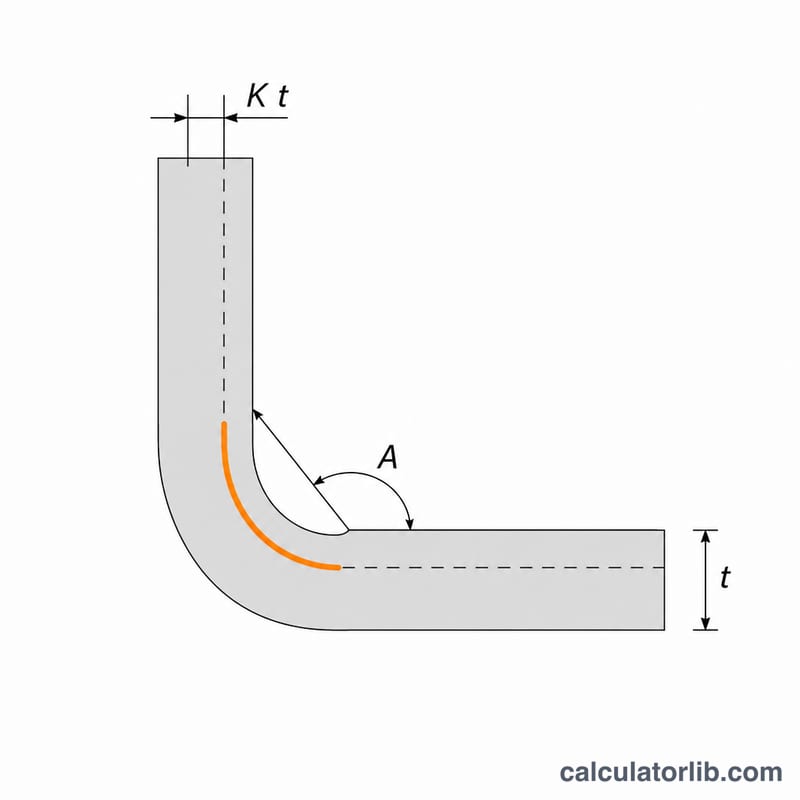
Enter four values: the bend angle in degrees, the inside bend radius, the material thickness, and the K-factor. The K-factor (typically 0.3–0.5) describes where the neutral axis sits as a fraction of the material thickness. Click calculate and you'll get the bend allowance in millimetres, plus the effective neutral-axis radius (\(R + K \cdot t\)) for reference.
The Formula Explained
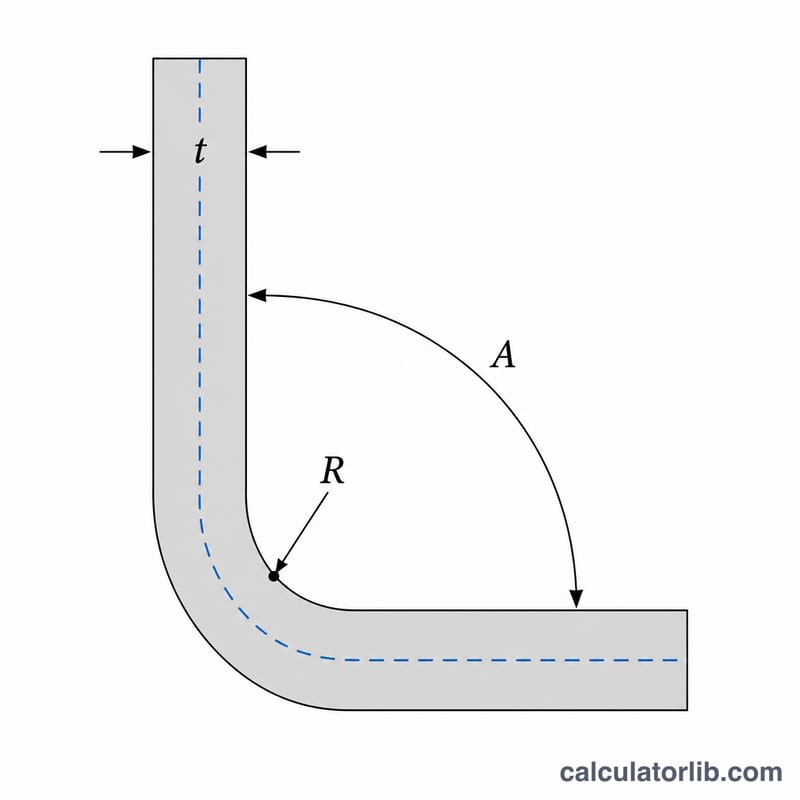
The formula is $$BA = \frac{\pi}{180} \times A \times \left( R + K \cdot t \right)$$ The term \(\frac{\pi}{180} \times A\) converts the bend angle from degrees to radians. Multiplying that angle in radians by the neutral-axis radius \(\left( R + K \cdot t \right)\) gives the arc length the metal follows around the bend — the bend allowance.
Worked Example
Suppose you bend a part 90°, with an inside radius of 3 mm, thickness of 2 mm, and a K-factor of 0.33. The neutral radius is \(3 + 0.33 \times 2 = 3.66\) mm. $$BA = \frac{\pi}{180} \times 90 \times 3.66 = \frac{\pi}{2} \times 3.66 \approx 5.749 \text{ mm}$$
K-Factor Lookup Table by Material and Radius
The K-factor expresses where the neutral axis sits inside the material as a fraction of the thickness \(t\). It always falls between 0 and 0.5, and it shifts outward (toward 0.5) as the inside bend radius increases relative to thickness. A tighter radius compresses more of the inner fibre and pulls the neutral axis inward, so \(K\) is smaller. Softer (annealed) tempers tolerate sharper bends and tend toward slightly higher K-factors than hard tempers at the same radius.
| Material (typical temper) | R < t (tight bend) |
R ≈ t | R > 2t (generous bend) |
|---|---|---|---|
| Mild / low-carbon steel (soft) | 0.33 | 0.38 | 0.42–0.45 |
| Mild steel (hard / cold-rolled) | 0.30 | 0.35 | 0.40–0.43 |
| Stainless steel (annealed) | 0.30 | 0.35 | 0.40–0.45 |
| Stainless steel (hard) | 0.28 | 0.33 | 0.38–0.42 |
| Aluminium (soft / 3003-O, 5052-O) | 0.33 | 0.38 | 0.43–0.46 |
| Aluminium (hard / 6061-T6) | 0.30 | 0.35 | 0.40–0.43 |
| Copper / brass (soft) | 0.33 | 0.38 | 0.43–0.45 |
These are practical starting values; the most reliable K-factor for production is one you back-calculate from a test bend in your own material on your own press. A common default for general air bending is \(K \approx 0.40\to0.45\), while bottoming and coining push the value lower because the inner radius is forced tighter.
Worked check: for a 90° bend in 2 mm sheet with an inside radius of 2 mm (R ≈ t) and \(K = 0.38\), the bend allowance is \(BA = \frac{\pi}{180}\times 90\times(2 + 0.38\times 2) = \) 4.335 mm of material consumed in the bend.
Key Terms & Variables
- Bend Allowance (BA)
- The arc length of the neutral axis through the bend — i.e. the actual length of material consumed by forming the bend. It is added to the flat lengths of the legs to get the total flat (blank) length. Computed here as \(BA = \frac{\pi}{180}\times \text{Angle}\times(R + K\,t)\).
- K-Factor (K)
- The ratio of the distance from the inside surface to the neutral axis, divided by the material thickness \(t\). It ranges from 0 to 0.5 and quantifies how far the neutral axis has shifted toward the inside of the bend.
- Neutral Axis
- The plane within the bent material that is neither stretched (outer fibres) nor compressed (inner fibres), so its length does not change during forming. Its position is defined by the K-factor.
- Inside Radius (R)
- The radius measured on the concave (inner) face of the bend. It is governed by the punch tip radius, the die opening and the material's springback.
- Bend Angle
- The angle through which the material is bent, measured as the complement of the included angle — a flat sheet folded into an L is a 90° bend. This is the swept angle used in the arc-length formula.
- Flat / Blank Length
- The total developed length of the flat sheet before bending, equal to the sum of the flat leg lengths plus the bend allowance for each bend: \(L_{flat} = L_1 + L_2 + BA\).
- Bend Deduction (BD)
- The amount subtracted from the sum of the outside leg dimensions to obtain the flat length: \(L_{flat} = (\text{outside leg }1 + \text{outside leg }2) - BD\). It relates to bend allowance through the setback.
- Setback (SB)
- The distance from the bend tangent line to the apex (the point where the two outside surfaces would intersect). For a bend, \(SB = \tan(\tfrac{\text{angle}}{2})\times(R + t)\), and \(BD = 2\,SB - BA\).
FAQ
What K-factor should I use? A common default is 0.33 for mild steel, but it varies with material, tooling and bend radius. Check your supplier's data or empirical tests for accuracy.
What units does it use? The calculator is unit-agnostic for length — if you enter radius and thickness in inches, the result is in inches. The angle is always in degrees.
How does bend allowance relate to flat length? Flat length = sum of flange lengths + bend allowances for each bend. It is closely related to bend deduction, which is subtracted from the sum of outside dimensions instead.