
什麼是轉速與進給率計算器?
轉速與進給率計算器(Speeds and Feeds)能協助加工師傅與自造玩家,找出銑削、鑽孔與雕刻時最合適的主軸轉速(RPM)與進給率(每分鐘英吋,IPM)。設定正確的參數可以保護刀具、提升表面光潔度,並在不斷刀、不燒料的前提下,把材料移除率拉到最高。要特別提醒:本工具採用英制(英吋/SFM)的加工公式,這是歐美 CNC 業界常用的單位系統;若你習慣使用公制(mm/m/min),請參考下方說明換算。
如何使用
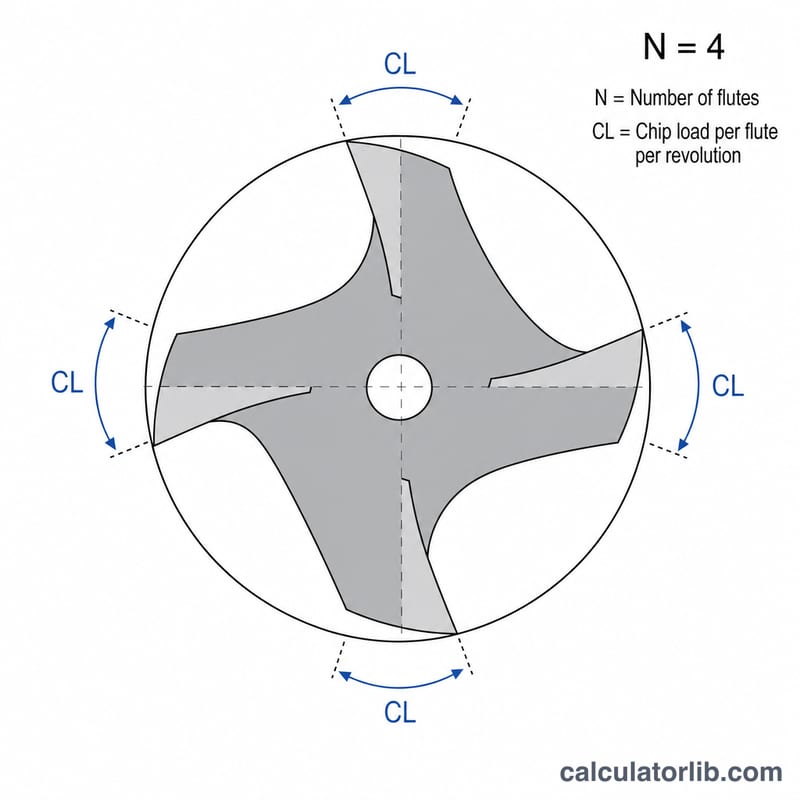
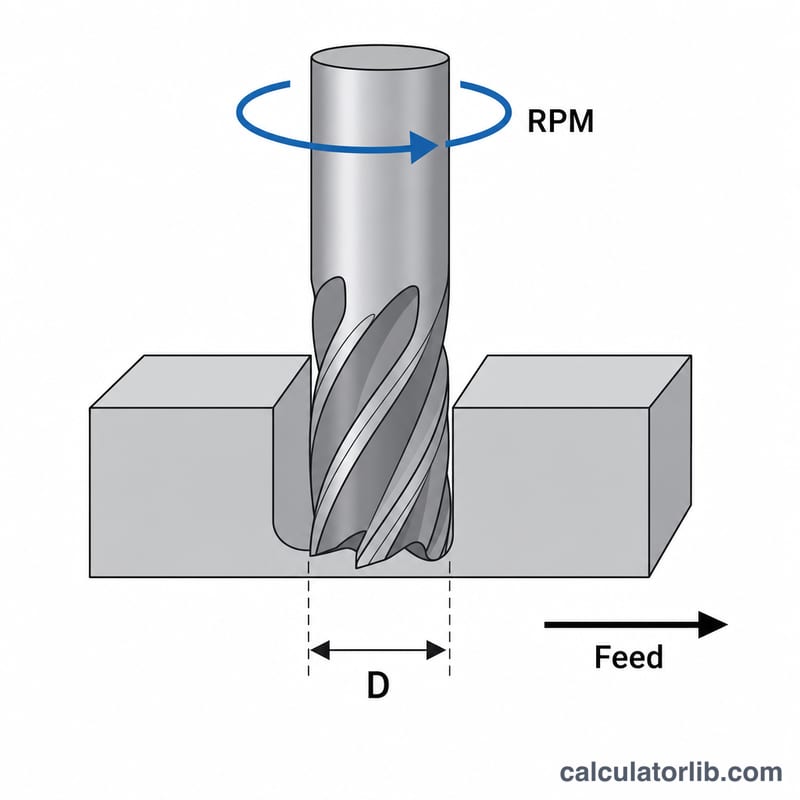
只要輸入四個數值:依加工材料建議的切削速度,單位為每分鐘表面英尺(SFM);刀具直徑,單位為英吋;每齒進給量(chip load),單位為英吋;以及刀具的刃數(切削刃數量)。計算器會回傳主軸轉速(RPM)與工作台進給率(IPM)。其中 SFM 與每齒進給的建議值,可從刀具或材料供應商提供的切削參數表中查得。
公式說明
主軸轉速的算法為 $$\text{RPM} = \frac{12 \times \text{SFM}}{\pi \times D}$$。SFM 指的是刀刃在刀具外緣量測到的線速度,式中的 12 是把英尺換算成英吋,好與刀具直徑 \(D\) 的單位一致。進給率則由轉速直接推得:$$\text{進給率} = \text{RPM} \times \text{每齒進給} \times \text{刃數}$$。每一刃每轉切下一片切屑,因此進給率會隨刃數與主軸轉速同步放大。
實際範例
假設你用一支 0.5 英吋、2 刃的端銑刀加工鋁材,切削速度 100 SFM、每齒進給 0.002 英吋。$$\text{RPM} = \frac{12 \times 100}{\pi \times 0.5} = \frac{1200}{1.5708} \approx 763.94 \text{ RPM}$$進給率 $$= 763.94 \times 0.002 \times 2 \approx 3.056 \text{ IPM}$$因此程式大致設定為 764 RPM、進給 3.06 IPM 即可。
常見問題
什麼是 SFM?每分鐘表面英尺(Surface Feet per Minute)代表刀刃移動的速度,會因加工材料而異,可在刀具切削參數表中查到。
什麼是每齒進給(chip load)?每齒進給是每一刃每轉切下的材料厚度。數值過低會造成摩擦與積熱,過高則會讓刀具負荷過大。
可以用公制嗎?本計算器使用英制單位(SFM、英吋)。若要用公制,請改以表面速度(m/min)與直徑(mm)代入對應的公制公式 $$\text{RPM} = \frac{1000 \times V_c}{\pi \times D}$$。