
什么是转速进给计算器?
转速进给计算器能帮助机械加工师傅和DIY爱好者,为铣削、钻孔和雕刻加工确定合适的主轴转速(RPM)和进给率(每分钟英寸,IPM)。参数选对了,既能保护刀具、改善表面光洁度,又能在不崩刃、不烧焦工件的前提下,最大化材料去除量。需要注意的是,本工具采用的是英制(英寸 / SFM)加工公式,常见于美制刀具与加工标准;如果你习惯公制(米/分钟、毫米),请参考下方FAQ中的换算方法。
使用方法
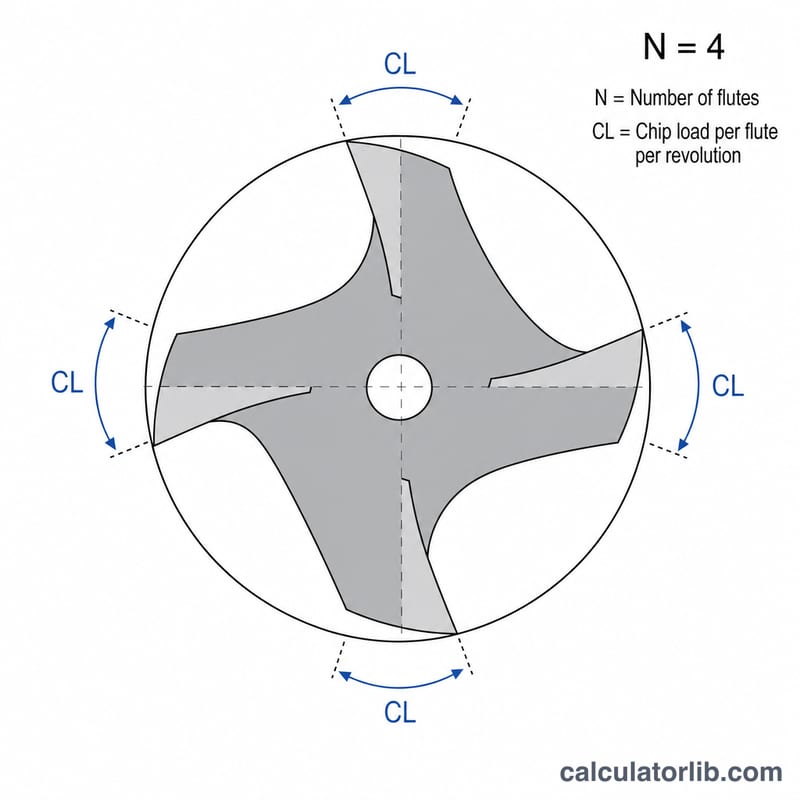
只需填入四个数值:所加工材料推荐的切削速度,单位为每分钟表面英尺(SFM);刀具直径,单位为英寸;每齿进给量(每齿切屑厚度),单位为英寸;以及刀具的刃数(切削刃数量)。计算器会输出以RPM为单位的主轴转速,以及以IPM为单位的工作台进给率。SFM和每齿进给量的具体取值,可以查阅刀具厂商或材料供应商提供的切削参数表。
计算公式解析
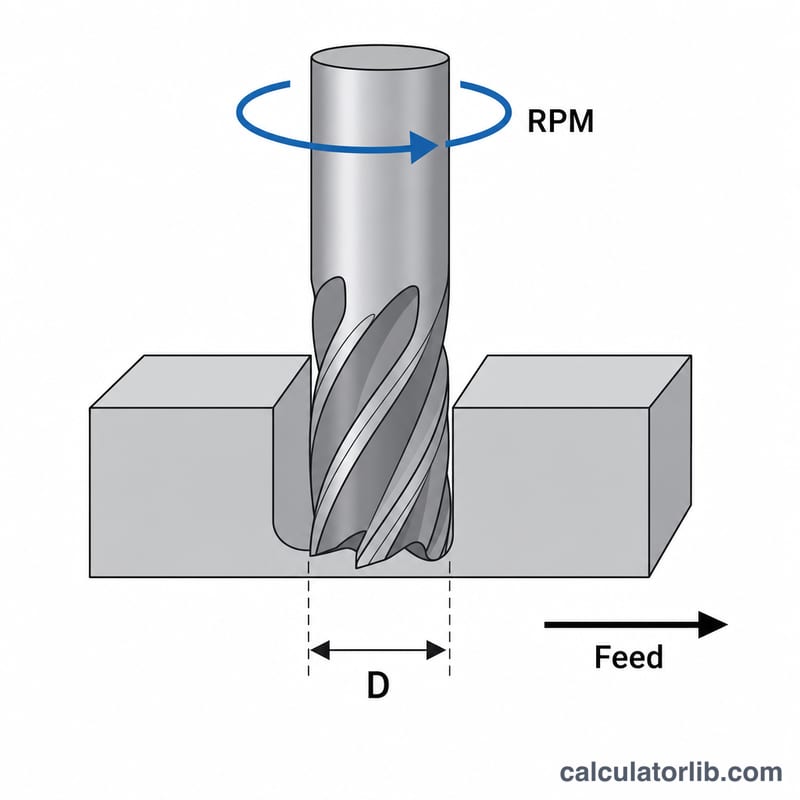
主轴转速的计算公式为 $$\text{RPM} = \frac{12 \times \text{SFM}}{\pi \times D}$$。SFM指的是刀具外圆切削刃的线速度,公式中的12用于把英尺换算成英寸,从而与以英寸为单位的刀具直径D保持一致。进给率则可由此直接得出:$$\text{Feed Rate} = \text{RPM} \times \text{Chip Load} \times \text{Flutes}$$。每个刃口每转切下一片切屑,所以进给率会随刃数和主轴转速同步增大。
实例演算
假设你要加工铝材,使用一把0.5英寸的2刃立铣刀,切削速度为100 SFM,每齿进给量为0.002英寸。则转速 $$\text{RPM} = \frac{12 \times 100}{\pi \times 0.5} = \frac{1200}{1.5708} \approx 763.94 \text{ RPM}$$。进给率 $$\text{Feed Rate} = 763.94 \times 0.002 \times 2 \approx 3.056 \text{ IPM}$$。因此程序中大致设定为764 RPM、进给率3.06 IPM即可。
常见问题
SFM是什么? SFM即每分钟表面英尺,表示切削刃移动的线速度。它取决于加工材料,可在切削参数表中查到。
每齿进给量是什么? 每齿进给量指刀具每个刃口每转切下的材料厚度。数值太低会导致刀具与工件摩擦发热;数值太高则会使刀具过载。
能用于公制吗? 本计算器采用英制单位(SFM、英寸)。如需使用公制,请用对应的公制公式 \(\text{RPM} = \frac{1000 \times V_c}{\pi \times D}\),其中切削速度Vc单位为米/分钟,直径D单位为毫米。