
OEE क्या है?
ओवरऑल इक्विपमेंट इफेक्टिवनेस (OEE) लीन मैन्युफैक्चरिंग और टोटल प्रोडक्टिव मेंटेनेंस (TPM) का सबसे भरोसेमंद मापदंड है, जो यह बताता है कि कोई मशीन या प्रोडक्शन लाइन कितने प्रभावी ढंग से इस्तेमाल हो रही है। यह तीन स्वतंत्र नुकसान कारकों — उपलब्धता (Availability), प्रदर्शन (Performance) और गुणवत्ता (Quality) — को एक ही प्रतिशत में जोड़ देता है। 100% का स्कोर इस बात का संकेत है कि आप बिना किसी रुकावट के, अधिकतम संभव गति से, केवल अच्छे (दोष-रहित) पुर्जे बना रहे हैं।
इस कैलकुलेटर का उपयोग कैसे करें
अपना नियोजित उत्पादन समय और डाउनटाइम (मिनट में), प्रति पुर्जा आदर्श साइकल समय (सेकंड में), बनाए गए कुल पुर्जों की संख्या, और इनमें से कितने पुर्जे गुणवत्ता जांच में पास हुए — ये सब दर्ज करें। कैलकुलेटर रन टाइम, तीनों OEE कारक, और अंतिम OEE प्रतिशत अपने आप निकाल देगा।
फॉर्मूला समझें
OEE = उपलब्धता × प्रदर्शन × गुणवत्ता।
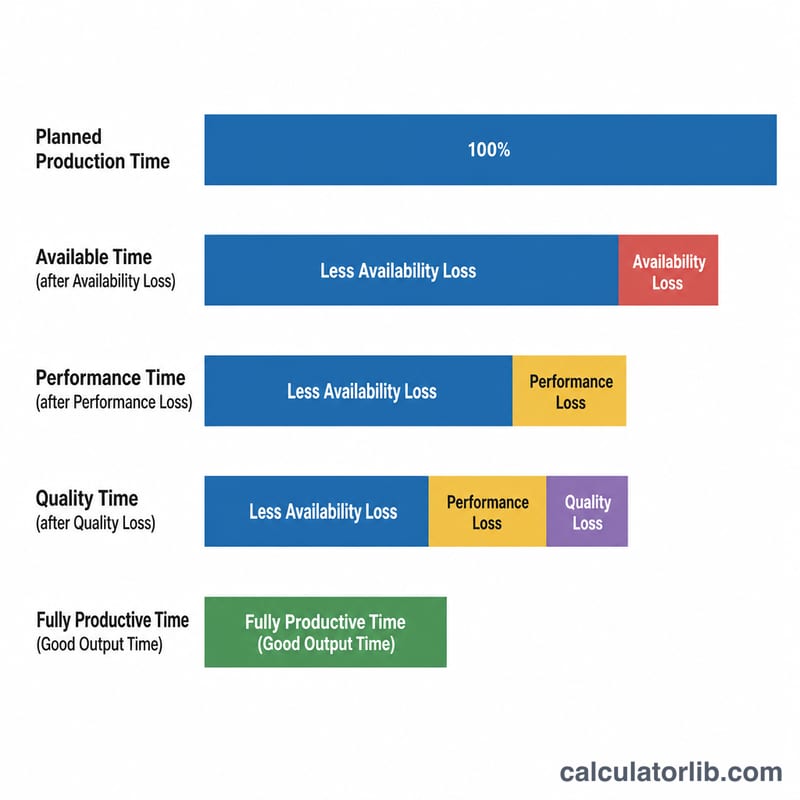
$$\text{OEE} = A \times P \times Q \times 100\%$$- उपलब्धता (Availability) = रन टाइम ÷ नियोजित उत्पादन समय, जहाँ रन टाइम = नियोजित समय − डाउनटाइम। यह नियोजित और अनियोजित दोनों तरह की रुकावटों को दर्शाता है।
- प्रदर्शन (Performance) = (आदर्श साइकल समय × कुल पुर्जे) ÷ रन टाइम। यह धीमे साइकल और छोटी रुकावटों को दर्शाता है।
- गुणवत्ता (Quality) = अच्छे पुर्जे ÷ कुल पुर्जे। यह दोषों और दोबारा काम (rework) को दर्शाता है।
हल किया गया उदाहरण
नियोजित समय = 480 मिनट, डाउनटाइम = 60 मिनट, यानी रन टाइम = 420 मिनट। आदर्श साइकल = 1.0 सेकंड/पुर्जा (0.01667 मिनट)। कुल बनाए गए = 19,500; अच्छे = 18,000।
उपलब्धता = \(420 \div 480 = 87.5\%\)। प्रदर्शन = \((0.01667 \times 19{,}500) \div 420 = 325 \div 420 = 77.38\%\)। गुणवत्ता = \(18{,}000 \div 19{,}500 = 92.31\%\)। $$\text{OEE} = 0.875 \times 0.7738 \times 0.9231 = 62.5\%$$
अक्सर पूछे जाने वाले सवाल
अच्छा OEE स्कोर कितना होता है? वर्ल्ड-क्लास OEE लगभग 85% माना जाता है। कई डिस्क्रीट मैन्युफैक्चरर लगभग 60% पर ही चलते हैं, जिससे सुधार की काफी गुंजाइश बची रहती है।
क्या प्रदर्शन 100% से ज़्यादा हो सकता है? अगर ऐसा हो रहा है, तो इसका मतलब है कि आपका आदर्श साइकल समय बहुत धीमा रखा गया है या पुर्जों की गिनती गलत है। अपने इनपुट दोबारा जांचें।
क्या नियोजित मेंटेनेंस को डाउनटाइम में गिनना चाहिए? मानक OEE में नियोजित उत्पादन समय से केवल पूरी तरह अनिर्धारित समय को हटाया जाता है; नियोजित रुकावटें आमतौर पर उपलब्धता को घटाती हैं। अपने प्लांट की प्रचलित पद्धति के अनुसार लगातार एक जैसा तरीका अपनाएं।