
OEE Nedir?
Genel Ekipman Etkinliği (OEE), yalın üretim ve Toplam Verimli Bakım (TPM) alanında bir makinenin ya da üretim hattının ne kadar etkin kullanıldığını ölçen altın standart metriktir. Birbirinden bağımsız üç kayıp faktörünü — Kullanılabilirlik, Performans ve Kalite — tek bir yüzde değerinde birleştirir. %100'lük bir skor, hiç duruş yaşamadan, mümkün olan en yüksek hızda yalnızca sağlam parça ürettiğiniz anlamına gelir.
Bu Aracı Nasıl Kullanırsınız?
Planlanan üretim süresini ve duruş süresini (dakika cinsinden), parça başına ideal çevrim süresini (saniye cinsinden), üretilen toplam parça sayısını ve bunlardan kaçının kalite kontrolünden geçtiğini girin. Araç; çalışma süresini, üç OEE faktörünü ayrı ayrı ve nihai OEE yüzdesini sizin için hesaplar.
Formülün Açıklaması
\(\text{OEE} = \text{Kullanılabilirlik} \times \text{Performans} \times \text{Kalite}\).
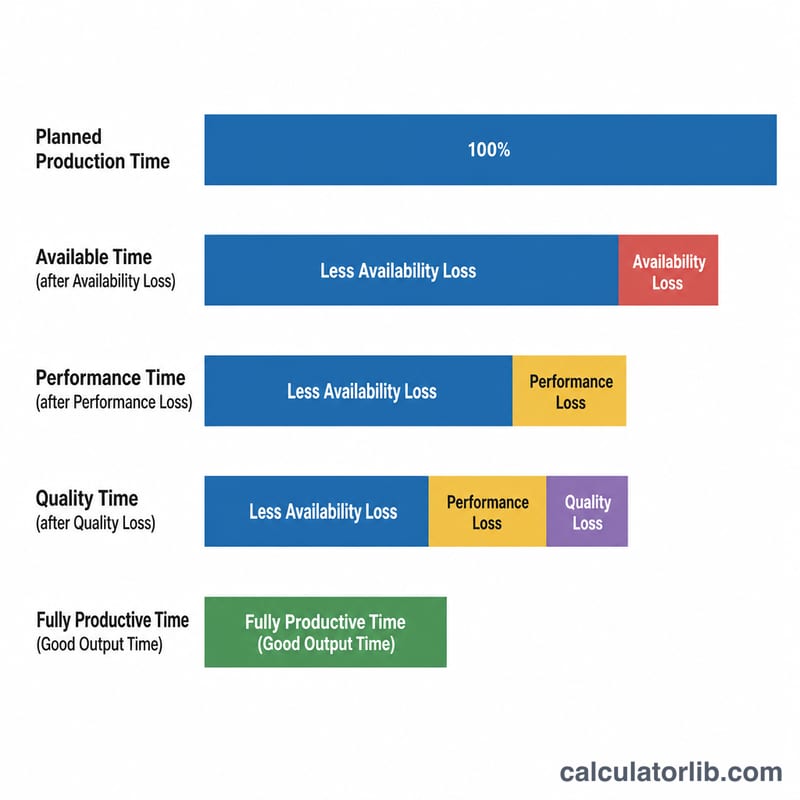
$$\text{OEE} = A \times P \times Q \times 100\%$$- Kullanılabilirlik = Çalışma Süresi ÷ Planlanan Üretim Süresi; burada Çalışma Süresi = Planlanan Süre − Duruş Süresi. Bu faktör, plansız ve planlı duruşları yansıtır.
- Performans = (İdeal Çevrim Süresi × Toplam Parça) ÷ Çalışma Süresi. Yavaş çevrimleri ve küçük duruşları yansıtır.
- Kalite = Sağlam Parça ÷ Toplam Parça. Hatalı üretim ve yeniden işlemeyi yansıtır.
Örnek Hesaplama
Planlanan süre = 480 dk, duruş süresi = 60 dk; dolayısıyla Çalışma Süresi = 420 dk. İdeal çevrim = 1,0 sn/parça (0,01667 dk). Toplam üretim = 19.500; sağlam = 18.000.
$$\text{Kullanılabilirlik} = 420 \div 480 = 87{,}5\%$$$$\text{Performans} = (0{,}01667 \times 19.500) \div 420 = 325 \div 420 = 77{,}38\%$$$$\text{Kalite} = 18.000 \div 19.500 = 92{,}31\%$$$$\text{OEE} = 0{,}875 \times 0{,}7738 \times 0{,}9231 = 62{,}5\%$$Sıkça Sorulan Sorular
İyi bir OEE skoru nedir? Dünya standardında OEE genellikle %85 civarı kabul edilir. Birçok parça üreten tesis %60 dolaylarında çalışır; bu da iyileştirme için ciddi bir alan bırakır.
Performans %100'ü aşabilir mi? Aşıyorsa ideal çevrim süreniz fazla yavaş ayarlanmış ya da parça sayısı hatalıdır. Girdileri yeniden kontrol edin.
Planlı bakımı duruş süresine dahil etmeli miyim? Standart OEE yalnızca tamamen planlanmamış süreyi Planlanan Üretim Süresinin dışında tutar; planlı duruşlar genellikle kullanılabilirliği düşürür. Tesisinizin kendi yöntemine tutarlı biçimde uyum sağlayın.