
什么是OEE?
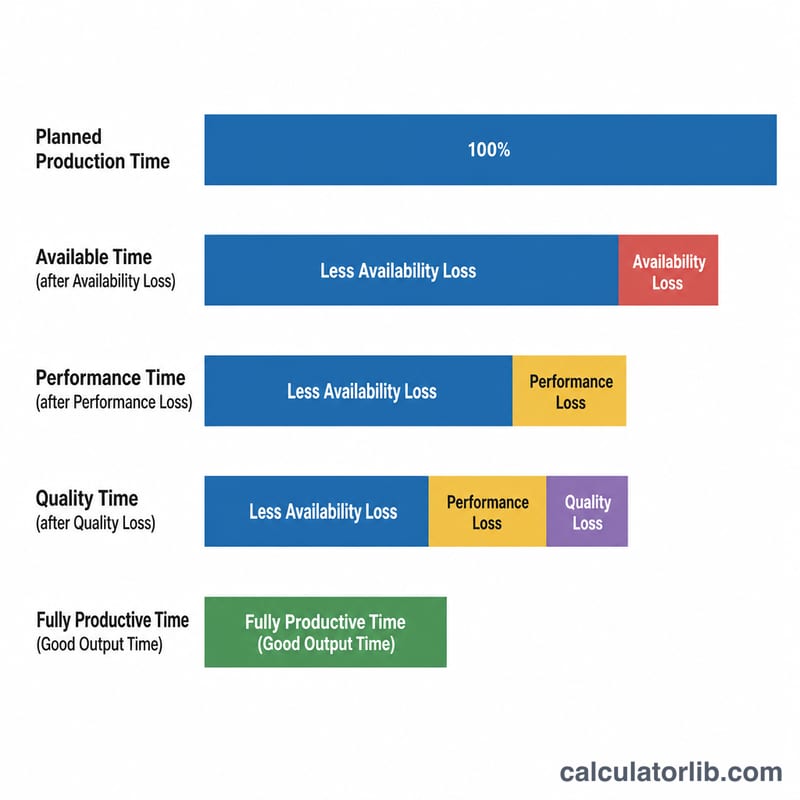
设备综合效率(OEE,Overall Equipment Effectiveness)是精益生产和TPM全员生产维护中衡量设备或产线利用效率的"黄金指标"。它将三个相互独立的损失因素——时间开动率(Availability)、性能开动率(Performance)和合格品率(Quality)——综合为一个百分比。当OEE达到100%时,意味着设备在没有任何停机的情况下,以最快速度生产出全部合格品。
如何使用本计算器
输入计划生产时间和停机时间(单位:分钟)、单件理想节拍(单位:秒)、生产总件数,以及其中通过质量检验的合格件数。计算器会自动算出实际运行时间、三大OEE因素,以及最终的OEE综合效率百分比。
计算公式详解
$$\text{OEE} = A \times P \times Q \times 100\% \\[1.5em] \text{where}\quad \left\{ \begin{aligned} A &= \dfrac{\text{Planned (min)} - \text{Downtime (min)}}{\text{Planned (min)}} \\[0.6em] P &= \dfrac{\left(\text{Ideal Cycle (sec)}/60\right)\times \text{Total Pieces}}{\text{Planned} - \text{Downtime}} \\[0.6em] Q &= \dfrac{\text{Good Pieces}}{\text{Total Pieces}} \end{aligned} \right.$$
OEE = 时间开动率 × 性能开动率 × 合格品率。
- 时间开动率 = 运行时间 ÷ 计划生产时间,其中运行时间 = 计划时间 − 停机时间。它反映的是计划内外的各类停机损失。
- 性能开动率 = (理想节拍 × 生产总件数)÷ 运行时间。它反映的是速度降低和短暂停顿造成的损失。
- 合格品率 = 合格件数 ÷ 生产总件数。它反映的是不良品和返工造成的损失。
实例演算
计划时间 = 480分钟,停机时间 = 60分钟,因此运行时间 = 420分钟。理想节拍 = 1.0秒/件(0.01667分钟)。生产总件数 = 19,500件;合格件数 = 18,000件。
时间开动率 $$= 420 \div 480 = 87.5\%$$ 性能开动率 $$= (0.01667 \times 19{,}500) \div 420 = 325 \div 420 = 77.38\%$$ 合格品率 $$= 18{,}000 \div 19{,}500 = 92.31\%$$ OEE $$= 0.875 \times 0.7738 \times 0.9231 = 62.5\%$$
常见问题
OEE多少算高? 业界公认的"世界级"OEE水平约为85%。许多离散制造企业的OEE只在60%左右徘徊,说明仍有相当大的改善空间。
性能开动率会超过100%吗? 如果出现这种情况,说明你设定的理想节拍偏慢,或者件数录入有误,请重新核对输入数据。
计划停机维护要算进停机时间吗? 标准OEE的做法是:只把完全非计划的时间从计划生产时间中剔除,而计划内停机通常会拉低时间开动率。具体口径请结合本厂的统计惯例,并保持前后一致。