
什麼是 OEE?
設備綜合效率(OEE,Overall Equipment Effectiveness)是精實生產與全員生產保全(TPM)公認的黃金指標,用來衡量一台機器或一條產線究竟被運用得多有效率。它把三個彼此獨立的損失要素——可用率(Availability)、效能(Performance)與良率(Quality)——整合成單一百分比。當分數達到 100% 時,代表你正以最快速度生產出全數合格的產品,且毫無停機時間。
如何使用這個計算器
請輸入計畫生產時間與停機時間(以分鐘計)、每件產品的理想週期時間(以秒計)、總生產件數,以及其中通過品質檢驗的件數。計算器會自動推算實際運轉時間、三大 OEE 要素,以及最終的 OEE 百分比。
公式解析
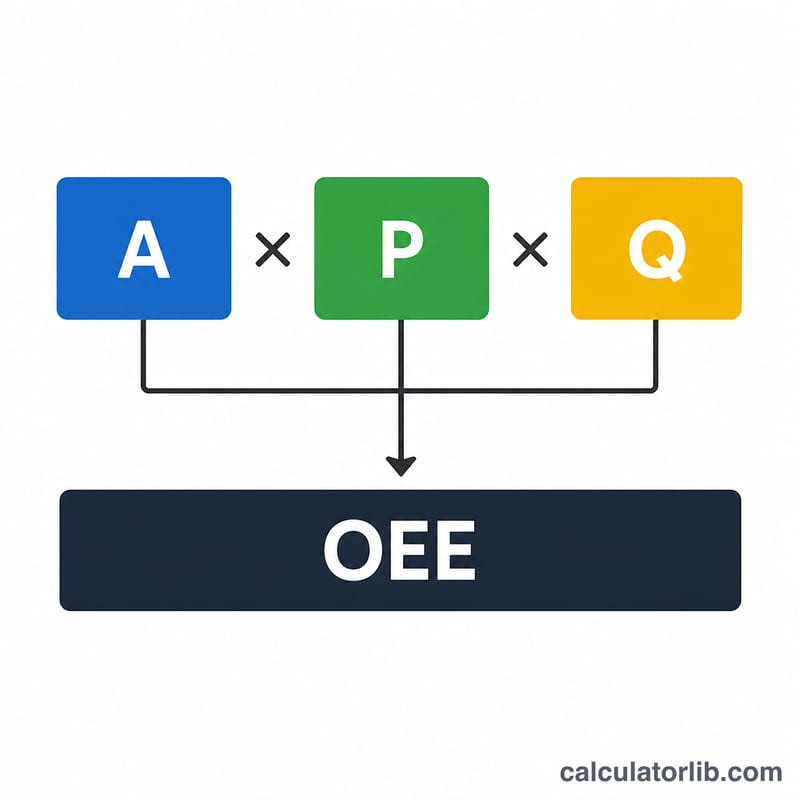
OEE = 可用率 × 效能 × 良率。
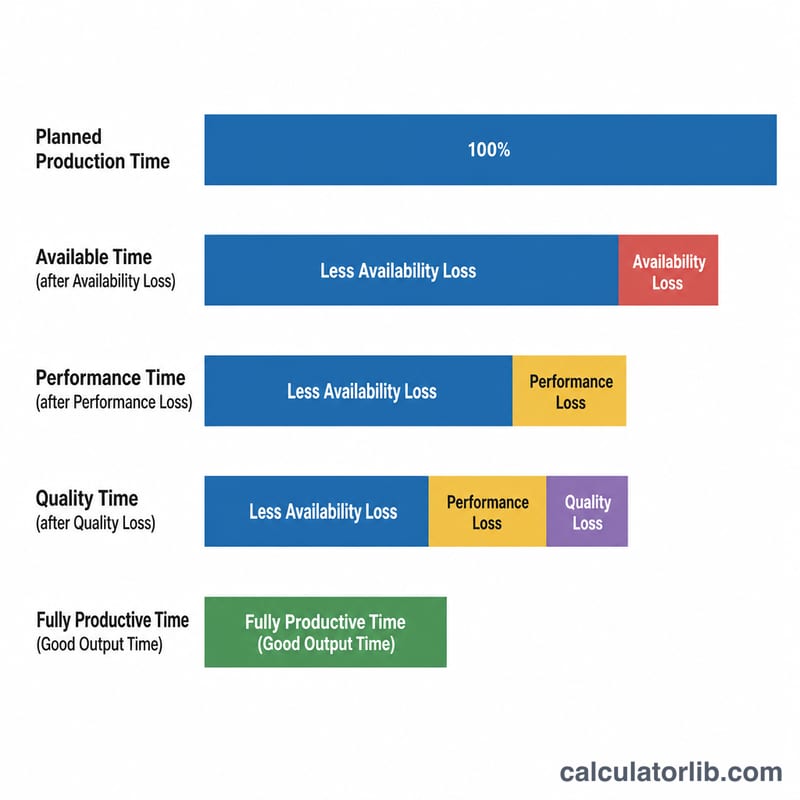
$$\text{OEE} = A \times P \times Q \times 100\%$$- 可用率= 運轉時間 ÷ 計畫生產時間,其中「運轉時間 = 計畫時間 − 停機時間」。它反映了計畫內與計畫外的所有停機損失。
- 效能=(理想週期時間 × 總生產件數)÷ 運轉時間。它反映了生產速度變慢與短暫小停機所造成的損失。
- 良率= 合格件數 ÷ 總生產件數。它反映了不良品與重工所造成的損失。
Advertisement
實例試算
計畫時間=480 分鐘,停機時間=60 分鐘,因此運轉時間=420 分鐘。理想週期=1.0 秒/件(0.01667 分鐘)。總生產件數=19,500 件;合格=18,000 件。
可用率=420 ÷ 480=87.5%。效能=(0.01667 × 19,500)÷ 420=325 ÷ 420=77.38%。良率=18,000 ÷ 19,500=92.31%。OEE=0.875 × 0.7738 × 0.9231=62.5%。
$$A = \frac{420}{480} = 87.5\%$$$$P = \frac{0.01667 \times 19{,}500}{420} = \frac{325}{420} = 77.38\%$$$$Q = \frac{18{,}000}{19{,}500} = 92.31\%$$$$\text{OEE} = 0.875 \times 0.7738 \times 0.9231 = 62.5\%$$常見問題
OEE 多少分才算好?世界級水準的 OEE 一般落在 85% 左右。許多離散型製造業的 OEE 約在 60% 上下,代表仍有相當大的改善空間。
效能有可能超過 100% 嗎?若出現這種情況,通常表示你設定的理想週期時間過慢,或是件數記錄有誤,請重新檢查輸入數值。
計畫性保養是否要算進停機時間?標準 OEE 只把完全未排程的時間排除在「計畫生產時間」之外;計畫內的停機通常會反映在可用率的下降上。請依貴廠的慣例維持一致的計算方式即可。