
¿Qué es el OEE?
El OEE (Overall Equipment Effectiveness o Eficiencia General de los Equipos) es el indicador de referencia en la fabricación lean y en el Mantenimiento Productivo Total (TPM) para medir con qué eficacia se aprovecha una máquina o una línea de producción. Reúne en un único porcentaje tres factores de pérdida independientes: Disponibilidad, Rendimiento y Calidad. Un resultado del 100 % significa que estás fabricando únicamente piezas buenas, a la máxima velocidad posible y sin paradas.
Cómo usar esta calculadora
Introduce el tiempo de producción planificado y el tiempo de paro (en minutos), el tiempo de ciclo ideal por pieza (en segundos), el número total de piezas producidas y cuántas de ellas superaron el control de calidad. La calculadora obtiene el tiempo de operación, cada uno de los tres factores del OEE y el porcentaje final de OEE.
La fórmula al detalle
$$\text{OEE} = \text{Disponibilidad} \times \text{Rendimiento} \times \text{Calidad}$$
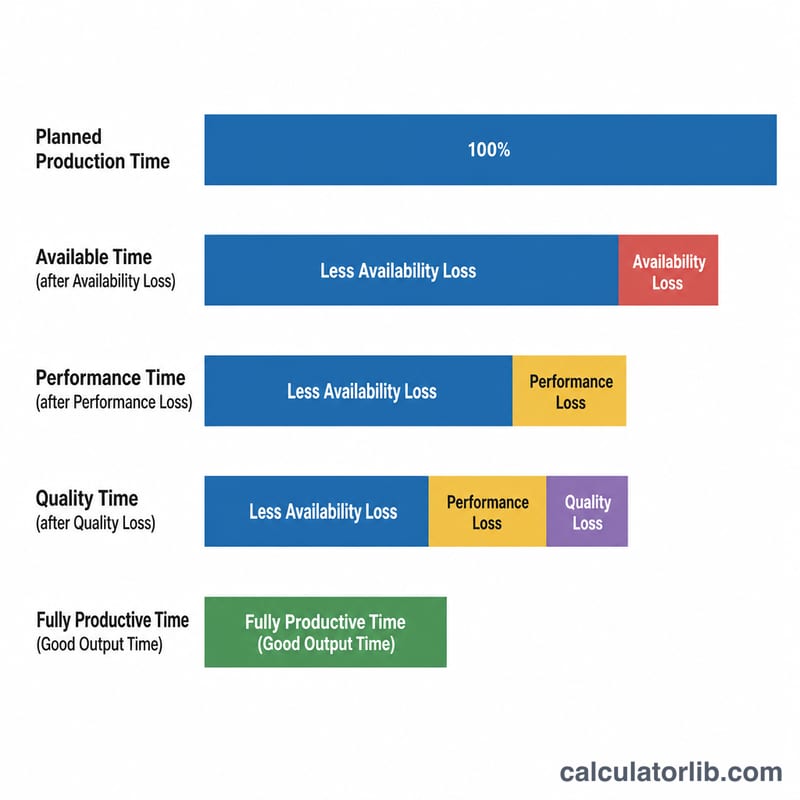
- Disponibilidad = Tiempo de operación ÷ Tiempo de producción planificado, donde Tiempo de operación = Tiempo planificado − Tiempo de paro. Refleja las paradas planificadas y no planificadas.
- Rendimiento = (Tiempo de ciclo ideal × Total de piezas) ÷ Tiempo de operación. Refleja los ciclos lentos y las microparadas.
- Calidad = Piezas buenas ÷ Total de piezas. Refleja los defectos y los retrabajos.
Ejemplo resuelto
Tiempo planificado = 480 min, tiempo de paro = 60 min, por lo que el Tiempo de operación = 420 min. Ciclo ideal = 1,0 s/pieza (0,01667 min). Total producido = 19.500; buenas = 18.000.
$$\text{Disponibilidad} = 420 \div 480 = 87{,}5\,\%$$ $$\text{Rendimiento} = (0{,}01667 \times 19.500) \div 420 = 325 \div 420 = 77{,}38\,\%$$ $$\text{Calidad} = 18.000 \div 19.500 = 92{,}31\,\%$$ $$\text{OEE} = 0{,}875 \times 0{,}7738 \times 0{,}9231 = 62{,}5\,\%$$
Preguntas frecuentes
¿Qué se considera un buen OEE? Un OEE de clase mundial se sitúa en torno al 85 %. Muchas fábricas de producción discreta operan cerca del 60 %, lo que deja un amplio margen de mejora.
¿Puede el rendimiento superar el 100 %? Si ocurre, tu tiempo de ciclo ideal está fijado demasiado lento o el recuento de piezas es incorrecto. Revisa los datos introducidos.
¿Debo incluir el mantenimiento planificado en el tiempo de paro? El OEE estándar excluye del Tiempo de producción planificado únicamente el tiempo totalmente no programado; las paradas planificadas suelen reducir la disponibilidad. Adáptalo al criterio de tu planta y aplícalo de forma coherente.