
OEE란 무엇인가요?
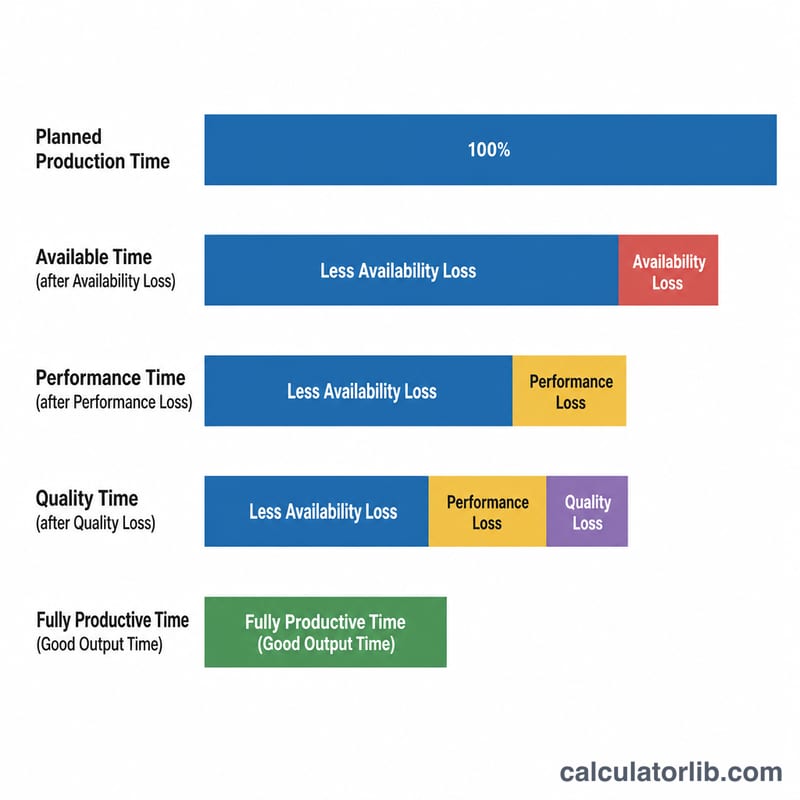
종합 설비 효율(OEE, Overall Equipment Effectiveness)은 린 제조와 TPM(전사적 생산보전)에서 설비나 생산 라인이 얼마나 효과적으로 가동되고 있는지를 측정하는 핵심 지표입니다. 서로 독립적인 세 가지 손실 요소, 즉 가동률(Availability)·성능(Performance)·품질(Quality)을 하나의 백분율로 통합해 보여줍니다. OEE가 100%라는 것은 멈춤 없이, 가능한 가장 빠른 속도로, 양품만 생산하고 있다는 의미입니다.
계산기 사용 방법
계획 생산 시간과 비가동 시간(분 단위), 제품 1개당 이상 사이클 타임(초 단위), 총 생산 수량, 그리고 그중 품질 검사를 통과한 양품 수량을 입력하세요. 계산기가 실제 가동 시간과 OEE의 세 가지 요소, 그리고 최종 OEE 백분율을 자동으로 산출합니다.
공식 자세히 보기
$$\text{OEE} = A \times P \times Q \times 100\%$$
- 가동률(Availability) = 실제 가동 시간 ÷ 계획 생산 시간 (여기서 실제 가동 시간 = 계획 시간 − 비가동 시간). 계획·비계획 정지를 모두 반영합니다. $$A = \dfrac{\text{Planned (min)} - \text{Downtime (min)}}{\text{Planned (min)}}$$
- 성능(Performance) = (이상 사이클 타임 × 총 생산 수량) ÷ 실제 가동 시간. 속도 저하와 짧은 정지(소정지)를 반영합니다. $$P = \dfrac{\left(\text{Ideal Cycle (sec)}/60\right)\times \text{Total Pieces}}{\text{Planned} - \text{Downtime}}$$
- 품질(Quality) = 양품 수량 ÷ 총 생산 수량. 불량과 재작업을 반영합니다. $$Q = \dfrac{\text{Good Pieces}}{\text{Total Pieces}}$$
계산 예시
계획 시간 = 480분, 비가동 시간 = 60분이므로 실제 가동 시간 = 420분. 이상 사이클 타임 = 1.0초/개(0.01667분). 총 생산량 = 19,500개, 양품 = 18,000개입니다.
가동률 = \(420 \div 480 = 87.5\%\). 성능 = $$\frac{0.01667 \times 19{,}500}{420} = \frac{325}{420} = 77.38\%$$ 품질 = \(18{,}000 \div 19{,}500 = 92.31\%\). OEE = \(0.875 \times 0.7738 \times 0.9231 = 62.5\%\).
자주 묻는 질문
OEE는 몇 % 정도면 좋은 건가요? 세계 최고 수준(World-class)의 OEE는 약 85%로 봅니다. 많은 개별 가공형 제조 현장은 약 60% 수준에서 운영되어, 개선의 여지가 상당히 많은 편입니다.
성능이 100%를 넘을 수도 있나요? 만약 100%를 초과한다면 이상 사이클 타임이 너무 느리게 설정되었거나 생산 수량이 잘못 입력된 것입니다. 입력값을 다시 확인하세요.
계획 보전(예방 정비)도 비가동 시간에 포함해야 하나요? 표준 OEE에서는 완전히 비계획된 시간만 계획 생산 시간에서 제외하며, 계획된 정지는 일반적으로 가동률을 낮추는 요인으로 반영합니다. 다만 공장마다 기준이 다를 수 있으므로, 자사의 정의를 정해 일관되게 적용하는 것이 중요합니다.