
What is OEE?
Overall Equipment Effectiveness (OEE) is the gold-standard metric in lean manufacturing and Total Productive Maintenance (TPM) for measuring how effectively a machine or production line is used. It combines three independent loss factors — Availability, Performance, and Quality — into a single percentage. A score of 100% means you are manufacturing only good parts, as fast as possible, with no stop time.
How to Use This Calculator
Enter your planned production time and downtime (in minutes), the ideal cycle time per piece (in seconds), the total number of pieces produced, and how many of those passed quality. The calculator derives run time, each of the three OEE factors, and the final OEE percentage.
The Formula Explained
$$\text{OEE} = \text{Availability} \times \text{Performance} \times \text{Quality}$$
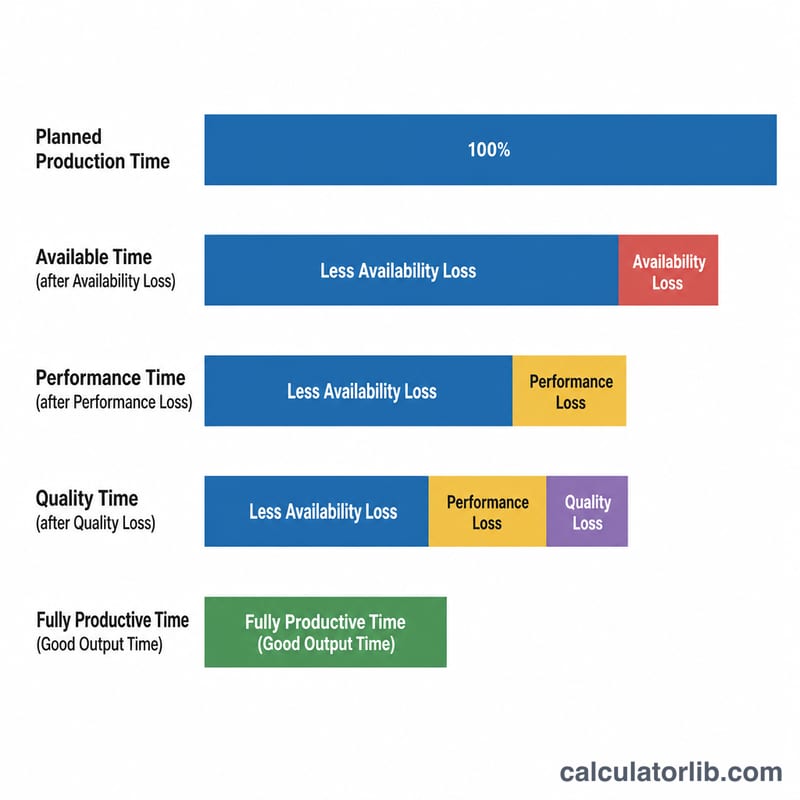
- Availability \(= \text{Run Time} \div \text{Planned Production Time}\), where \(\text{Run Time} = \text{Planned Time} - \text{Downtime}\). It captures unplanned and planned stops.
- Performance \(= (\text{Ideal Cycle Time} \times \text{Total Count}) \div \text{Run Time}\). It captures slow cycles and small stops.
- Quality \(= \text{Good Count} \div \text{Total Count}\). It captures defects and rework.
Worked Example
Planned time = 480 min, downtime = 60 min, so Run Time = 420 min. Ideal cycle = 1.0 s/piece (0.01667 min). Total produced = 19,500; good = 18,000.
$$\text{Availability} = 420 \div 480 = 87.5\%$$ $$\text{Performance} = (0.01667 \times 19{,}500) \div 420 = 325 \div 420 = 77.38\%$$ $$\text{Quality} = 18{,}000 \div 19{,}500 = 92.31\%$$ $$\text{OEE} = 0.875 \times 0.7738 \times 0.9231 = 62.5\%$$
FAQ
What is a good OEE score? World-class OEE is considered around 85%. Many discrete manufacturers run near 60%, leaving substantial room for improvement.
Can performance exceed 100%? If so, your ideal cycle time is set too slow or the part count is wrong. Recheck inputs.
Should I include planned maintenance in downtime? Standard OEE excludes only fully unscheduled time from Planned Production Time; planned stops typically reduce availability. Adapt to your plant's convention consistently.