
OEEとは?
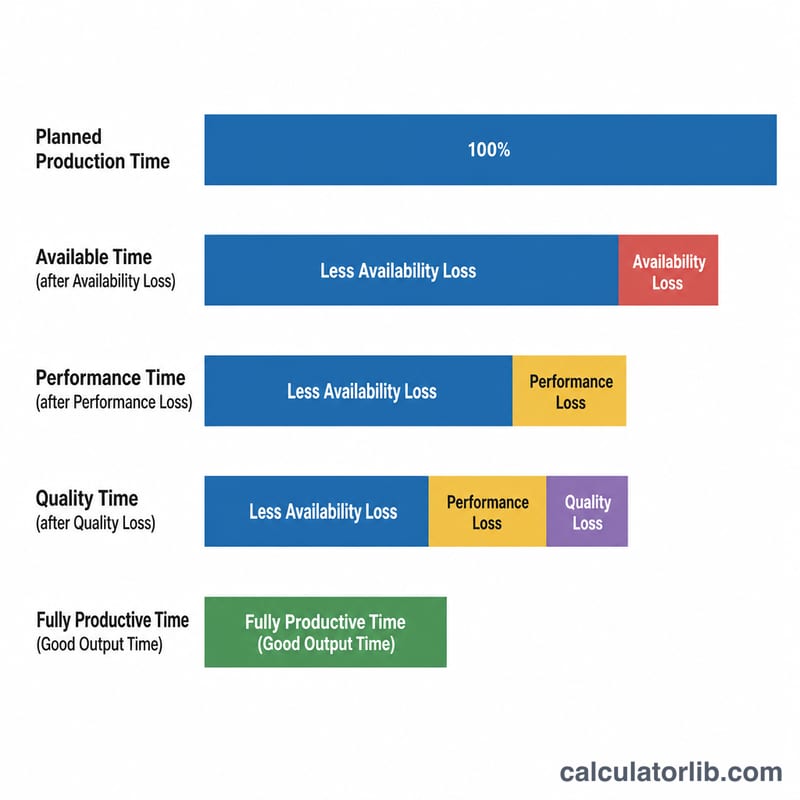
OEE(Overall Equipment Effectiveness:設備総合効率)は、リーン生産方式やTPM(全員参加の生産保全)において、設備や生産ラインがどれだけ効果的に稼働しているかを測るための代表的な指標です。「時間稼働率(可用性)」「性能稼働率(性能)」「良品率(品質)」という3つの独立したロス要因を1つのパーセンテージにまとめて表します。OEEが100%とは、停止時間ゼロで、最速のスピードで、良品だけを生産している状態を意味します。
この計算ツールの使い方
計画生産時間と停止時間(分)、1個あたりの理論サイクルタイム(秒)、生産した総数、そのうち品質基準を満たした良品数を入力してください。本ツールが稼働時間、3つのOEE要因それぞれ、そして最終的なOEE(%)を自動で算出します。
計算式の解説
$$\text{OEE} = A \times P \times Q \times 100\%$$
- 可用性(時間稼働率) = 稼働時間 ÷ 計画生産時間。稼働時間 = 計画生産時間 − 停止時間。計画外・計画内のあらゆる停止を反映します。 $$A = \dfrac{\text{計画生産時間(分)} - \text{停止時間(分)}}{\text{計画生産時間(分)}}$$
- 性能(性能稼働率) =(理論サイクルタイム × 総生産数)÷ 稼働時間。速度低下やチョコ停(小さな停止)を反映します。 $$P = \dfrac{\left(\text{理論サイクルタイム(秒)}/60\right)\times \text{総生産数}}{\text{計画生産時間} - \text{停止時間}}$$
- 品質(良品率) = 良品数 ÷ 総生産数。不良や手直しを反映します。 $$Q = \dfrac{\text{良品数}}{\text{総生産数}}$$
計算例
計画生産時間 = 480分、停止時間 = 60分なので、稼働時間 = 420分。理論サイクルタイム = 1.0秒/個(0.01667分)。総生産数 = 19,500個、良品 = 18,000個とします。
可用性 = \(420 \div 480 = 87.5\%\)。性能 = \((0.01667 \times 19{,}500) \div 420 = 325 \div 420 = 77.38\%\)。品質 = \(18{,}000 \div 19{,}500 = 92.31\%\)。 $$\text{OEE} = 0.875 \times 0.7738 \times 0.9231 = 62.5\%$$
よくある質問(FAQ)
OEEはどのくらいの数値が良いとされますか? 一般にOEE 85%前後がワールドクラス(世界最高水準)とされています。多くの個別受注型・ディスクリート製造の現場では60%前後にとどまっており、改善の余地が大きく残されています。
性能が100%を超えることはありますか? もし100%を超える場合は、理論サイクルタイムを遅く設定しすぎているか、生産数が誤っている可能性があります。入力値を見直してください。
計画保全(計画的なメンテナンス)は停止時間に含めるべきですか? 標準的なOEEでは、完全に予定外の時間のみを計画生産時間から除外し、計画的な停止は通常、可用性を下げる要因として扱います。工場ごとの運用ルールに合わせ、一貫した基準で計算することが大切です。