
Что такое OEE?
Общая эффективность оборудования (OEE, Overall Equipment Effectiveness) — эталонный показатель в бережливом производстве и системе всеобщего обслуживания оборудования (TPM), который показывает, насколько результативно используется станок или производственная линия. Он объединяет три независимых вида потерь — доступность, производительность и качество — в одно итоговое значение в процентах. Показатель 100% означает, что вы выпускаете только годные изделия на максимальной скорости и вообще без простоев.
Как пользоваться калькулятором
Введите плановое время работы и время простоя (в минутах), идеальное время цикла на одну деталь (в секундах), общее количество выпущенных деталей и сколько из них прошли контроль качества. Калькулятор рассчитает фактическое время работы, каждый из трёх факторов OEE и итоговое значение OEE в процентах.
Разбор формулы
OEE = Доступность × Производительность × Качество.
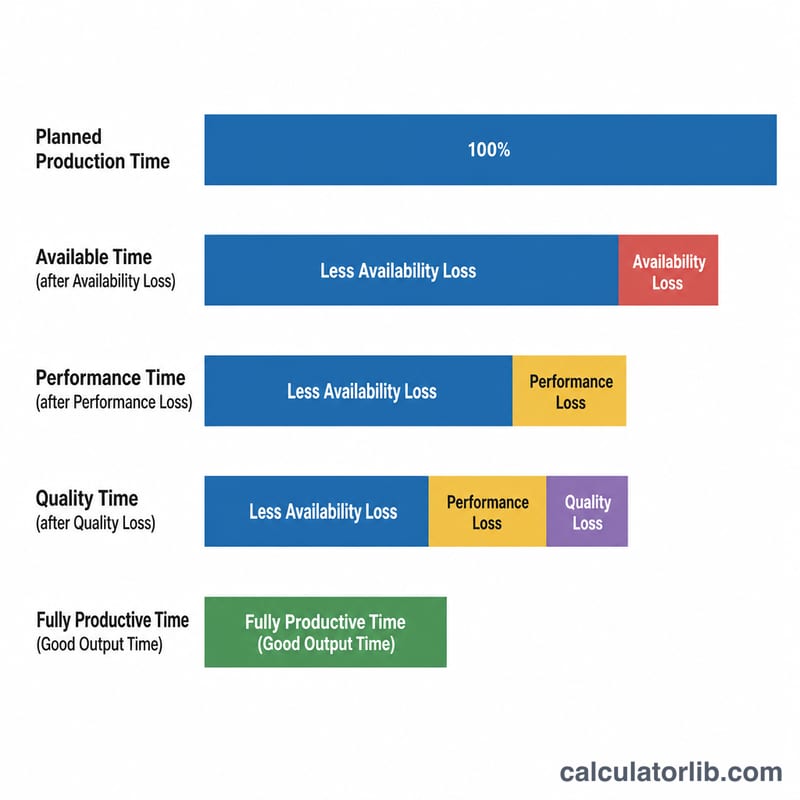
$$\text{OEE} = A \times P \times Q \times 100\%$$- Доступность = Фактическое время работы ÷ Плановое время работы, где Фактическое время работы = Плановое время − Простой. Этот фактор учитывает плановые и внеплановые остановки. $$A = \dfrac{\text{Planned (min)} - \text{Downtime (min)}}{\text{Planned (min)}}$$
- Производительность = (Идеальное время цикла × Общее количество) ÷ Фактическое время работы. Учитывает замедление цикла и кратковременные остановки. $$P = \dfrac{\left(\text{Ideal Cycle (sec)}/60\right)\times \text{Total Pieces}}{\text{Planned} - \text{Downtime}}$$
- Качество = Количество годных ÷ Общее количество. Учитывает брак и переделку. $$Q = \dfrac{\text{Good Pieces}}{\text{Total Pieces}}$$
Пример расчёта
Плановое время = 480 мин, простой = 60 мин, значит Фактическое время работы = 420 мин. Идеальный цикл = 1,0 с/деталь (0,01667 мин). Всего выпущено = 19 500; годных = 18 000.
Доступность = \(420 \div 480 = 87{,}5\%\). Производительность = \((0{,}01667 \times 19\,500) \div 420 = 325 \div 420 = 77{,}38\%\). Качество = \(18\,000 \div 19\,500 = 92{,}31\%\).
$$\text{OEE} = 0{,}875 \times 0{,}7738 \times 0{,}9231 = 62{,}5\%$$Частые вопросы
Какое значение OEE считается хорошим? Уровнем мирового класса считается OEE около 85%. На многих предприятиях штучного производства показатель держится около 60%, что оставляет большой потенциал для улучшения.
Может ли производительность превысить 100%? Если да, значит идеальное время цикла задано слишком большим или неверно указано количество деталей. Перепроверьте исходные данные.
Нужно ли включать плановое ТО в простой? В классической методике OEE из планового времени работы исключают только полностью незапланированное время; плановые остановки обычно снижают доступность. Придерживайтесь принятого на вашем предприятии подхода и применяйте его последовательно.