Havşa Derinliği Hesaplama nedir?
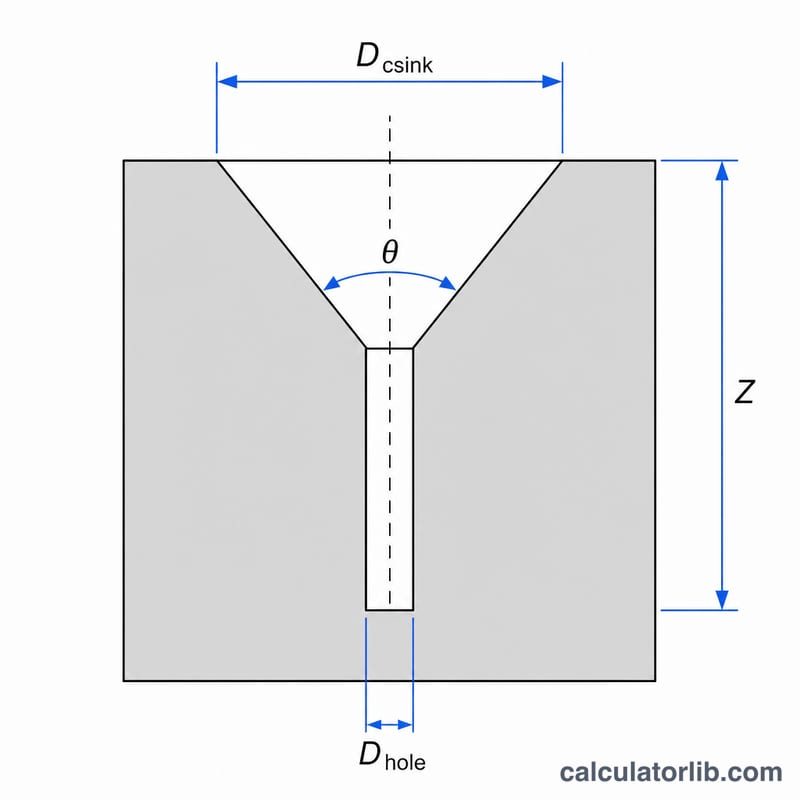
Havşa, delinmiş bir deliğin üst kısmında konik bir oyuk açarak gömme başlı vida ya da perçinin yüzeyle aynı hizada (veya yüzeyin altında) oturmasını sağlar. Bu hesaplama aracı, istediğiniz çapta bir koni elde etmek için havşa takımını tam olarak ne kadar derine daldırmanız gerektiğini, yani Z derinliğini söyler. İstediğiniz havşa (üst) çapını, mevcut delik çapını ve takımın uç açısını girin; sonucu milimetre cinsinden alın.
Nasıl kullanılır?
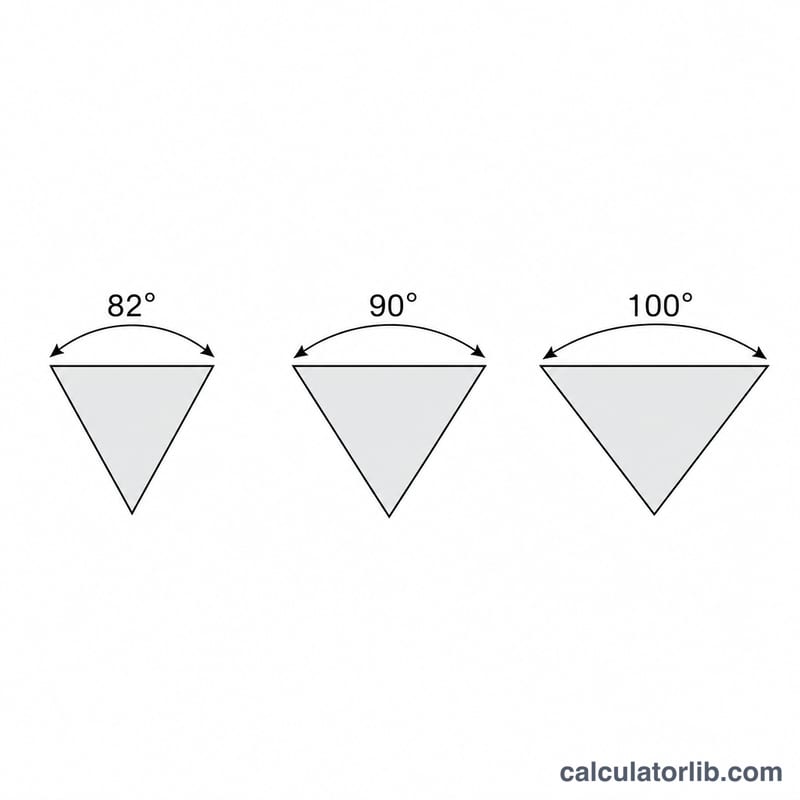
1. Yüzeydeki nihai havşa çapını ölçün veya belirleyin (genellikle vida başı çapı artı biraz boşluk payı). 2. Açılmış olan pilot/geçme deliğinin çapını girin. 3. Havşanızın uç açısını seçin — 82° yaygın ABD/inç standardıdır, 90° ise metrik gömme başlı vidalarda tipiktir. Sonuç, takımın yüzeyden koninin en derin kesim noktasına kadar olan dalma derinliğini verir.
Formül açıklaması
Koni duvarı, merkez ekseniyle θ/2 yarım açı yapar. (Dhavşa − Ddelik)/2 kadarlık radyal değişim boyunca dikey iniş, bu radyal değişimin tan(θ/2)'ye bölünmesine eşittir. Radyal terimi iki katına çıkarıp çap formuna dönüştürdüğümüzde:
$$Z = \dfrac{\text{Countersink Dia} - \text{Hole Dia}}{2\,\tan\!\left(\dfrac{\text{Angle}}{2}\right)}$$
Örnek hesaplama
Diyelim ki 5 mm'lik bir delikte 90°'lik takımla 10 mm'lik havşa açmak istiyorsunuz. Yarım açı = 45°, \(\tan(45°) = 1\). $$\text{Derinlik} = \frac{10 - 5}{2 \times 1} = \frac{5}{2} = 2{,}5 \text{ mm}$$ 82°'lik bir takım için derinlik \((10 - 5) / (2 \times \tan(41°)) \approx 5 / 1{,}739 \approx 2{,}876\) mm olur.
Sık Sorulan Sorular
Hangi açıyı seçmeliyim? Vida başına göre eşleştirin. İnç (imperial) gömme başlı makine vidaları genellikle 82°, metrik DIN/ISO gömme başlılar ise 90°'dir. Havacılık bağlantı elemanlarında çoğunlukla 100° kullanılır.
Daha küçük açılarda derinlik neden daha fazla çıkıyor? Daha dar bir uç açısı (örneğin 60°) daha dik bir koni oluşturur; bu yüzden takımın aynı yüzey çapına ulaşmak için daha derine dalması gerekir.
Boşluk payı eklemeli miyim? Yüzeyle aynı hizada bir görünüm için vida başı çapına kadar kesin; gömük bir baş istiyorsanız biraz daha fazlasını kesin. Her zaman önce hurda bir parça üzerinde deneyin.