皿取り深さ計算機とは?
皿取り(カウンターシンク)とは、皿頭ネジやリベットの頭を表面と面一(つらいち)に、あるいは表面より低く沈めるために、ドリル穴の入口に円錐状のザグリを設ける加工です。この計算機を使えば、ねらった仕上がり直径の円錐を削り出すために、皿取り工具をどれだけ深く切り込めばよいか――つまりZ深さ――を正確に求められます。仕上がり時の皿取り(上面)直径、既存の穴径、工具の刃先角(含み角)を入力するだけで、深さがミリメートル単位で表示されます。
使い方
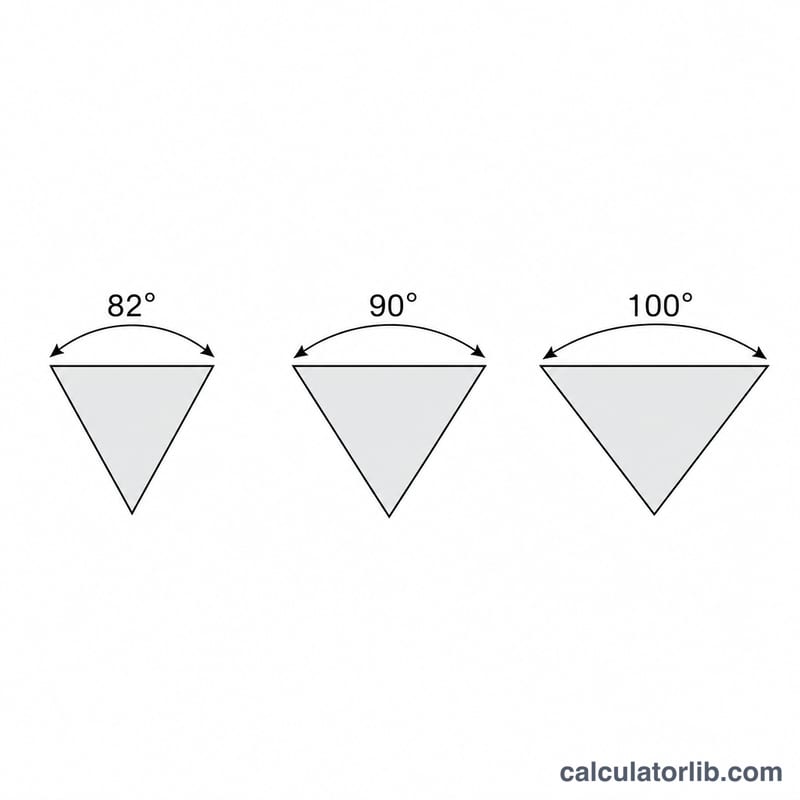
1. 表面における仕上がりの皿取り直径を測定または指定します(多くの場合、ネジ頭の直径に少しのクリアランスを加えた値)。2. 下穴または逃がし穴の直径を入力します。3. 使用する皿取り工具の刃先角を選びます。82°は米国・インチ規格で一般的、90°はメートル規格の皿頭ネジでよく使われます。算出される値は、表面から円錐の最も深い切込み点までの工具切込み深さです。
計算式の解説
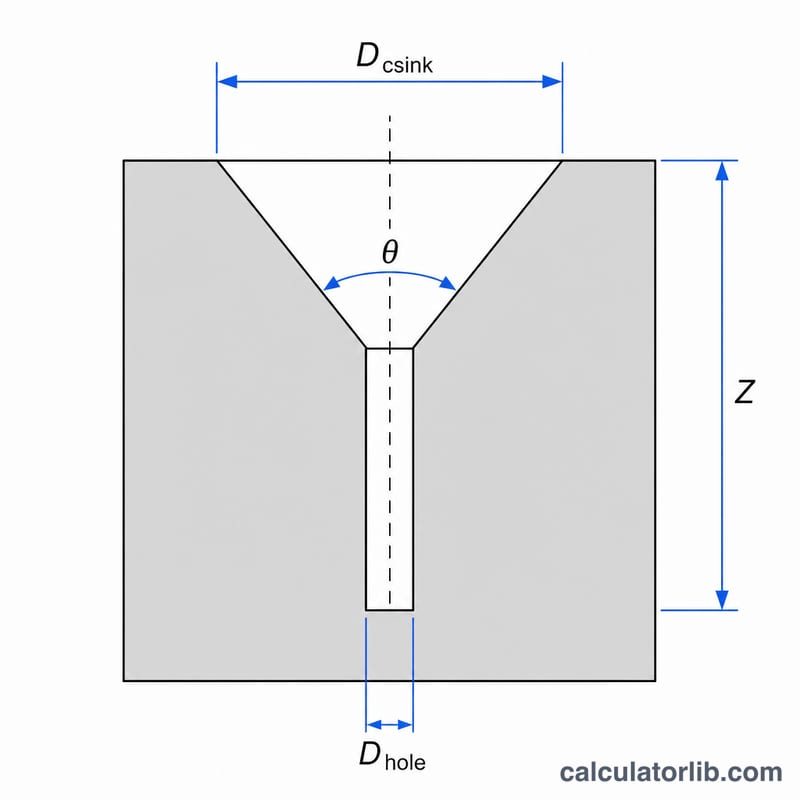
円錐の壁面は中心線に対して \(\theta/2\) の半角をなします。半径方向に \((D_{\text{皿取り}} - D_{\text{穴}})/2\) だけ変化するあいだに、垂直方向の落ち込みはその半径方向変化量を \(\tan(\theta/2)\) で割った値になります。これを直径の形に直す(半径項を2倍に戻す)と、次の式が得られます。
$$Z = \dfrac{\text{Countersink Dia} - \text{Hole Dia}}{2\,\tan\!\left(\dfrac{\text{Angle}}{2}\right)}$$
計算例
たとえば、5 mm の穴に対して 90° の工具で 10 mm の皿取りを作りたいとします。半角は 45°、\(\tan(45°) = 1\) なので、$$Z = \frac{10 - 5}{2 \times 1} = \frac{5}{2} = 2.5\ \text{mm}$$ となります。82° の工具であれば、深さは $$Z = \frac{10 - 5}{2 \times \tan(41°)} \approx \frac{5}{1.739} \approx 2.876\ \text{mm}$$ です。
よくある質問
どの角度を選べばよいですか? ネジ頭の角度に合わせます。インチ規格の皿頭マシンネジは通常 82°、メートル規格の DIN/ISO 皿頭ネジは 90° です。航空機用ファスナーでは 100° がよく使われます。
角度が小さいほど深さが大きくなるのはなぜですか? 刃先角が浅い(例:60°)ほど円錐が鋭く立つため、同じ表面直径に到達するには工具をより深く切り込む必要があるからです。
クリアランスは加えるべきですか? 面一に仕上げたい場合はネジ頭の直径ぴったりに、頭を少し沈めたい場合はやや大きめに削ります。本番前に必ず端材で試し加工を行ってください。