什么是埋头孔深度计算器?
埋头孔(沉孔)是在已钻孔的顶部加工出的一个锥形凹坑,让沉头螺钉或铆钉能与工件表面齐平(甚至略低于表面)。本计算器可以精确告诉你埋头钻需要下刀到多深——也就是Z轴深度——才能加工出你想要的锥孔直径。只需输入目标埋头孔(顶部)直径、已钻孔的直径以及刀具的锥角,即可得到以毫米为单位的下刀深度。
使用方法
1. 测量或确定工件表面处最终的埋头孔直径(通常取螺钉头直径再留一点余量)。2. 输入已钻好的底孔/过孔直径。3. 选择埋头钻的锥角——82°是美制/英制常用标准,而90°常用于公制沉头螺钉。计算结果即为从工件表面到锥形最深切削处所测得的刀具下刀深度。
公式解析
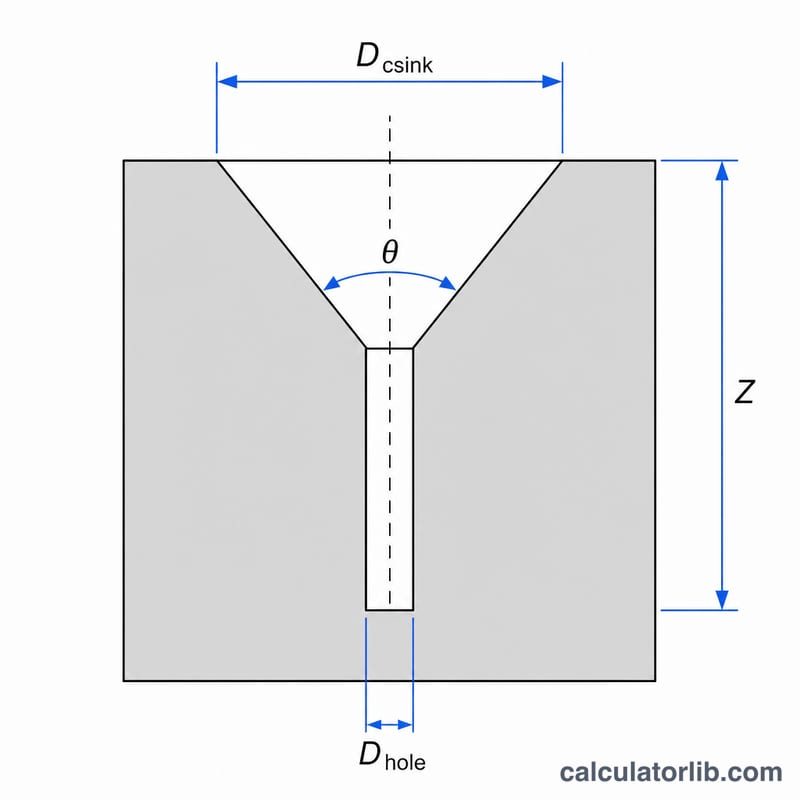
锥壁与中心线之间的半角为 \(\theta/2\)。在半径方向变化量为 \((D_{\text{埋头孔}} - D_{\text{底孔}})/2\) 的范围内,垂直下降量等于该半径变化量除以 \(\tan(\theta/2)\)。将半径项换算为直径形式后即可得到:
$$Z = \dfrac{\text{Countersink Dia} - \text{Hole Dia}}{2\,\tan\!\left(\dfrac{\text{Angle}}{2}\right)}$$
实例演算
假设你要在一个5 mm的孔上用90°刀具加工出10 mm的埋头孔。半角 = 45°,\(\tan(45°) = 1\)。 $$\text{深度} = \frac{10 - 5}{2 \times 1} = \frac{5}{2} = 2.5\ \text{mm}$$ 2.5 mm。如果改用82°刀具,则深度为 \((10 - 5) / (2 \times \tan(41°)) \approx 5 / 1.739 \approx 2.876\ \text{mm}\)。
常见问题
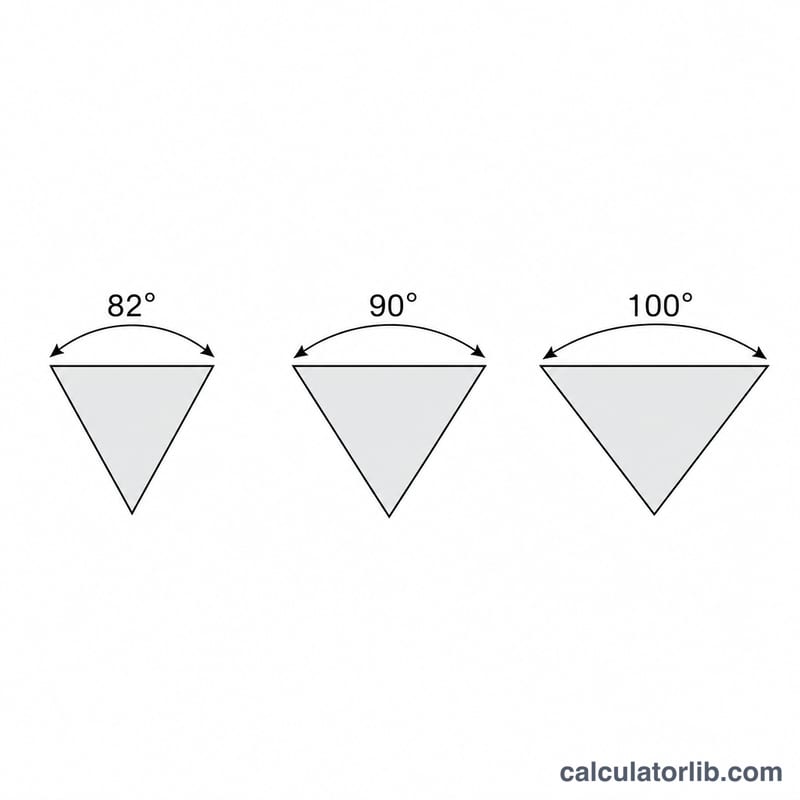
应该选哪个锥角?要与螺钉头匹配。英制沉头机械螺钉通常为82°;公制DIN/ISO沉头螺钉为90°。航空航天紧固件则常用100°。
为什么锥角越小,深度反而越大?锥角越小(例如60°)锥形越陡,刀具就必须下得更深,才能在表面加工出相同的直径。
需要预留余量吗?若想做到完全齐平,按螺钉头直径加工即可;若希望螺钉头略微沉入,可再多切一点。无论如何,建议先在废料上试切。