카운터싱크 깊이 계산기란?
카운터싱크(접시 자리파기)는 뚫은 구멍 윗부분에 원뿔 모양의 자리를 가공해, 접시머리 나사나 리벳이 표면과 같은 높이로(혹은 표면보다 살짝 안쪽으로) 들어가게 만드는 작업입니다. 이 계산기는 원하는 지름의 원뿔 자리를 만들기 위해 카운터싱크 공구를 정확히 얼마나 깊이 밀어 넣어야 하는지, 즉 Z축 깊이를 알려줍니다. 원하는 카운터싱크(윗면) 지름, 기존 구멍 지름, 공구의 날 각도를 입력하면 깊이를 밀리미터(mm) 단위로 계산해 줍니다.
사용 방법
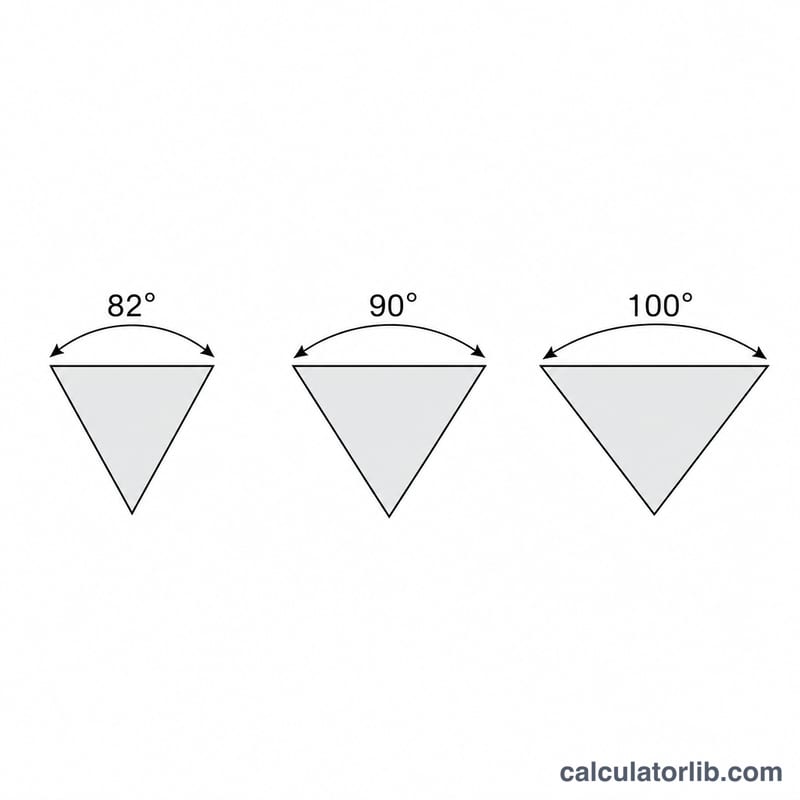
1. 표면에서 완성될 카운터싱크 지름을 정하거나 측정합니다(보통 나사 머리 지름에 약간의 여유를 더한 값). 2. 미리 뚫어 둔 파일럿/통과 구멍의 지름을 입력합니다. 3. 사용하는 카운터싱크의 날 각도를 선택합니다 — 82°는 미국/인치 규격에서 흔히 쓰이고, 90°는 미터(metric) 접시머리 나사에 일반적으로 사용됩니다. 계산 결과는 표면에서부터 원뿔이 가장 깊게 가공되는 지점까지의 공구 진입 깊이입니다.
공식 설명
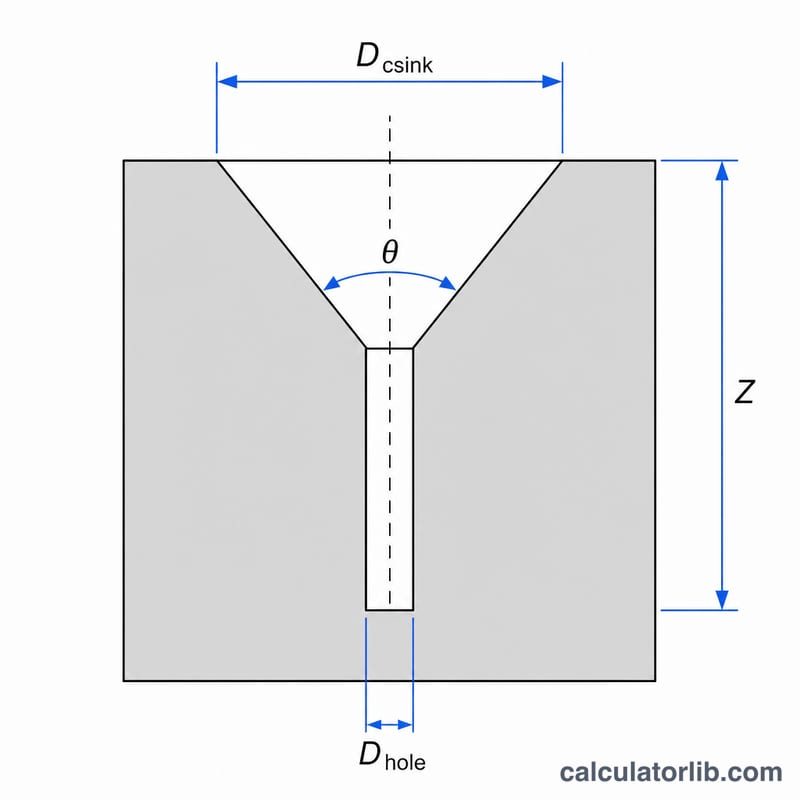
원뿔 벽면은 중심선과 \(\theta/2\)의 반각(half-angle)을 이룹니다. 반지름 변화량 \((D_{\text{카운터싱크}} - D_{\text{구멍}})/2\) 만큼 진행할 때, 수직 방향으로 내려가는 깊이는 이 반지름 변화량을 \(\tan(\theta/2)\)로 나눈 값과 같습니다. 반지름 항을 지름 형태로 정리하면 다음과 같습니다:
$$\text{깊이} = \dfrac{D_{\text{카운터싱크}} - D_{\text{구멍}}}{2\,\tan\!\left(\dfrac{\theta}{2}\right)}$$
계산 예시
예를 들어 5 mm 구멍에 90° 공구로 10 mm 카운터싱크를 만들고 싶다고 가정해 봅시다. 반각 = 45°, \(\tan(45°) = 1\) 입니다. 깊이 $$= \dfrac{10 - 5}{2 \times 1} = \dfrac{5}{2} = \mathbf{2.5\ \text{mm}}$$가 됩니다. 만약 82° 공구를 쓴다면 깊이는 $$\dfrac{10 - 5}{2 \times \tan(41°)} \approx \dfrac{5}{1.739} \approx 2.876\ \text{mm}$$ 가 됩니다.
자주 묻는 질문(FAQ)
어떤 각도를 선택해야 하나요? 나사 머리에 맞추면 됩니다. 인치 규격 접시머리 기계 나사는 보통 82°, 미터 규격 DIN/ISO 접시머리 나사는 90°를 사용합니다. 항공·우주용 패스너는 100°를 쓰는 경우가 많습니다.
각도가 작을수록 깊이가 더 커지는 이유는? 날 각도가 작을수록(예: 60°) 원뿔이 더 뾰족해져서, 표면에서 같은 지름을 얻으려면 공구를 그만큼 더 깊이 밀어 넣어야 하기 때문입니다.
여유를 두어야 하나요? 표면과 딱 맞게 마감하려면 나사 머리 지름에 맞춰 가공하고, 머리를 표면보다 안쪽으로 넣고 싶다면 조금 더 깊게 가공하세요. 본 작업 전에 반드시 자투리 재료에 테스트해 보는 것을 권장합니다.