什麼是沉頭孔深度計算器?
沉頭孔(countersink)是在鑽孔的頂端切出一個圓錐形凹陷,讓平頭螺絲或鉚釘能與工件表面齊平(甚至略低於表面)。這個計算器能精準告訴你沉頭刀該下刀多深——也就是 Z 軸深度——才能切出你想要的錐口直徑。只要輸入目標沉頭(表面)直徑、現有鑽孔孔徑,以及刀具的夾角(included angle),就能得到以毫米為單位的下刀深度。
使用方法
1. 量測或設定表面處的成品沉頭直徑(通常是螺絲頭直徑再加上一點餘隙)。2. 輸入已鑽好的導孔/穿孔孔徑。3. 選擇你手上沉頭刀的夾角——82° 是常見的美制/英制標準,90° 則是公制平頭螺絲常用的角度。計算結果即為刀具自表面下刀到錐底最深處的深度。
公式說明
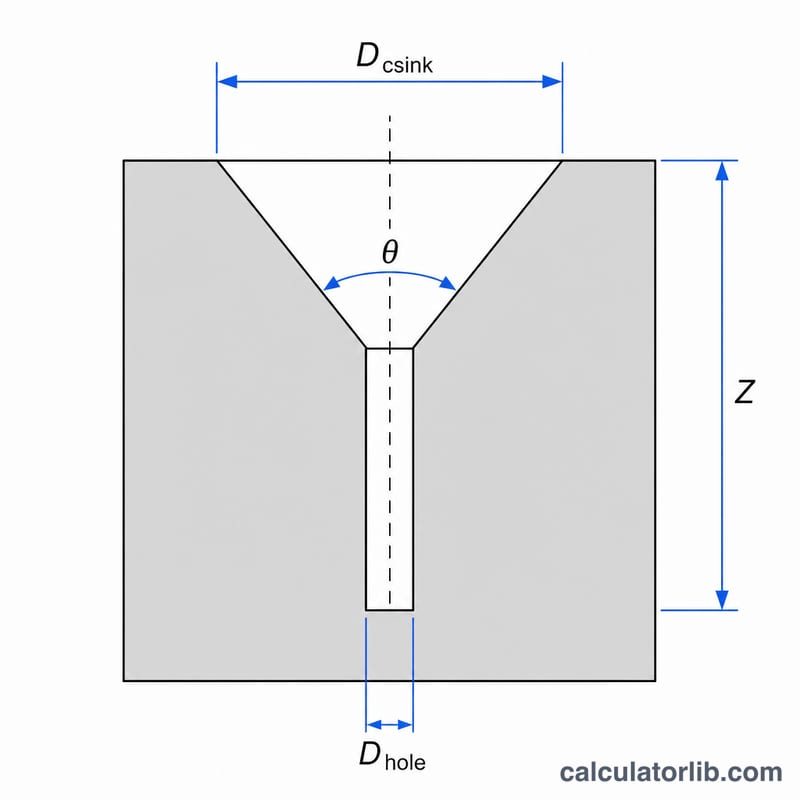
錐壁與中心線之間形成的半角為 \(\theta/2\)。當半徑方向變化量為 \((D_{\text{沉頭}} - D_{\text{孔}})/2\) 時,對應的垂直下降量等於該半徑變化量除以 \(\tan(\theta/2)\)。把半徑項換算成直徑形式後可得:
$$Z = \dfrac{\text{Countersink Dia} - \text{Hole Dia}}{2\,\tan\!\left(\dfrac{\text{Angle}}{2}\right)}$$
實例演算
假設你要在 5 mm 的孔上用 90° 刀具切出 10 mm 的沉頭。半角 = 45°,\(\tan(45°) = 1\)。$$Z = \frac{10 - 5}{2 \times 1} = \frac{5}{2} = \textbf{2.5 mm}$$若改用 82° 刀具,深度則為 $$Z = \frac{10 - 5}{2 \times \tan(41°)} \approx \frac{5}{1.739} \approx 2.876 \text{ mm}$$
常見問題
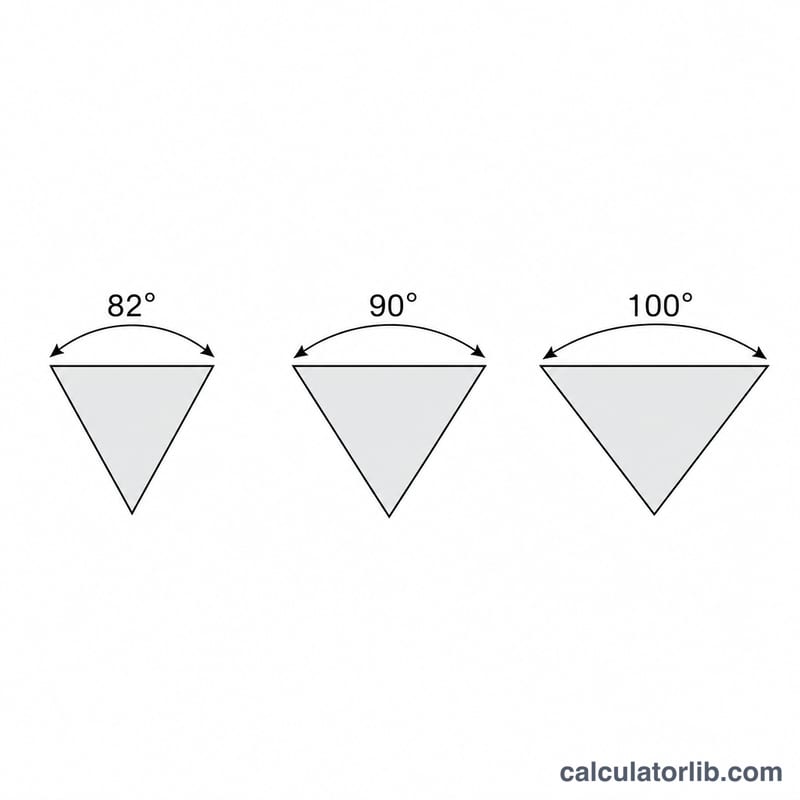
該選哪個角度?配合螺絲頭的角度即可。英制平頭機械螺絲通常為 82°;公制 DIN/ISO 平頭螺絲為 90°。航太用扣件則常用 100°。
為什麼角度越小,深度反而越大?夾角越小(例如 60°)代表錐形越陡,刀具就必須下得更深,才能在表面達到相同的口徑。
需要預留餘隙嗎?若要齊平表面,切到螺絲頭直徑即可;若想讓螺絲頭略為內凹,可再多切一些。動手前務必先在廢料上試切。