What is the Countersink Depth Calculator?
A countersink cuts a conical recess at the top of a drilled hole so that a flat-head screw or rivet sits flush with (or below) the surface. This calculator tells you exactly how deep to plunge the countersink tool — the Z-depth — to produce a finished cone of the diameter you want. Enter the desired countersink (top) diameter, the existing hole diameter, and the tool's included angle, and you get the depth in millimetres.
How to use it
1. Measure or specify the finished countersink diameter at the surface (often the screw head diameter plus a little clearance). 2. Enter the drilled pilot/clearance hole diameter. 3. Choose the included angle of your countersink — 82° is the common US/imperial standard, while 90° is typical for metric flat-head screws. The result is the tool plunge depth measured from the surface to the cone's deepest cut.
The formula explained
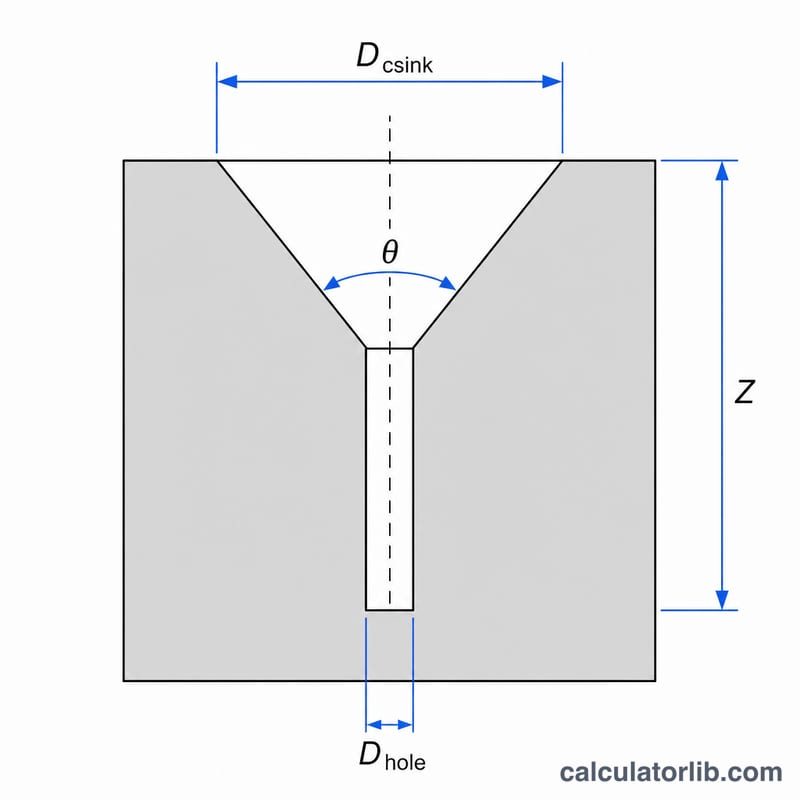
The cone wall makes a half-angle of \(\theta/2\) with the centreline. Over a radial change of \((D_{\text{csink}} - D_{\text{hole}})/2\), the vertical drop equals that radial change divided by \(\tan(\theta/2)\). Doubling the radial term into the diameter form gives:
$$\text{depth} = \dfrac{D_{\text{csink}} - D_{\text{hole}}}{2\,\tan\!\left(\dfrac{\theta}{2}\right)}$$
Worked example
Suppose you want a 10 mm countersink in a 5 mm hole using a 90° tool. Half angle = 45°, \(\tan(45°) = 1\). Depth = $$\frac{10 - 5}{2 \times 1} = \frac{5}{2} = 2.5 \text{ mm}$$ For an 82° tool the depth would be \(\dfrac{10 - 5}{2 \times \tan(41°)} \approx \dfrac{5}{1.739} \approx 2.876 \text{ mm}\).
FAQ
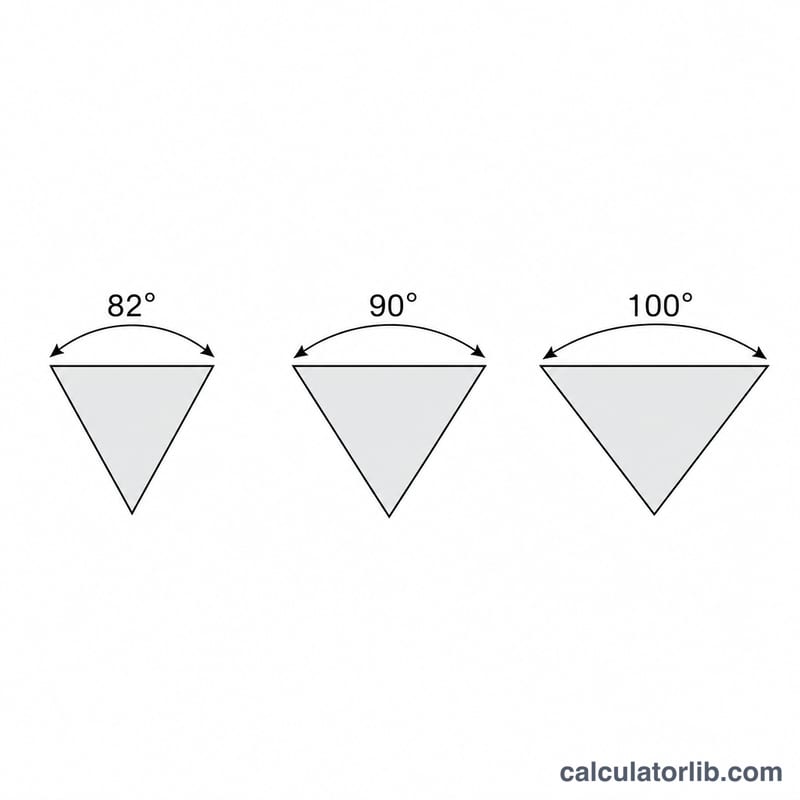
Which angle should I pick? Match the screw head. Imperial flat-head machine screws are usually 82°; metric DIN/ISO flat-heads are 90°. Aerospace fasteners often use 100°.
Why is my depth larger for smaller angles? A shallower included angle (e.g. 60°) makes a steeper cone, so the tool must plunge deeper to reach the same surface diameter.
Should I add clearance? Cut to the screw head diameter for a flush finish, or slightly more for a recessed head. Always test on scrap first.