Qu'est-ce que l'indice de capabilité du processus ?
L'indice de capabilité du processus évalue dans quelle mesure un processus de fabrication ou de gestion est capable de produire des résultats à l'intérieur de ses limites de spécification. Le Cp traduit la capabilité potentielle — c'est-à-dire le rapport entre la dispersion du processus et la tolérance autorisée — tandis que le Cpk reflète la capabilité réelle, en tenant compte du fait que le processus soit ou non centré entre les limites. Ces indicateurs sont des piliers de la démarche Six Sigma et de la maîtrise statistique des procédés (MSP, ou SPC en anglais).
Comment utiliser ce calculateur
Saisissez la limite supérieure de spécification (LSS), la limite inférieure de spécification (LSI), la moyenne mesurée du processus (\(\mu\)) et son écart-type (\(\sigma\)). Le calculateur affiche alors le Cp, le Cpk ainsi que les indices unilatéraux CPU et CPL. Plus la valeur est élevée, plus le processus est capable : on exige généralement un indice d'au moins 1,33, et un niveau de 1,67 ou plus est courant pour les caractéristiques critiques.
La formule expliquée
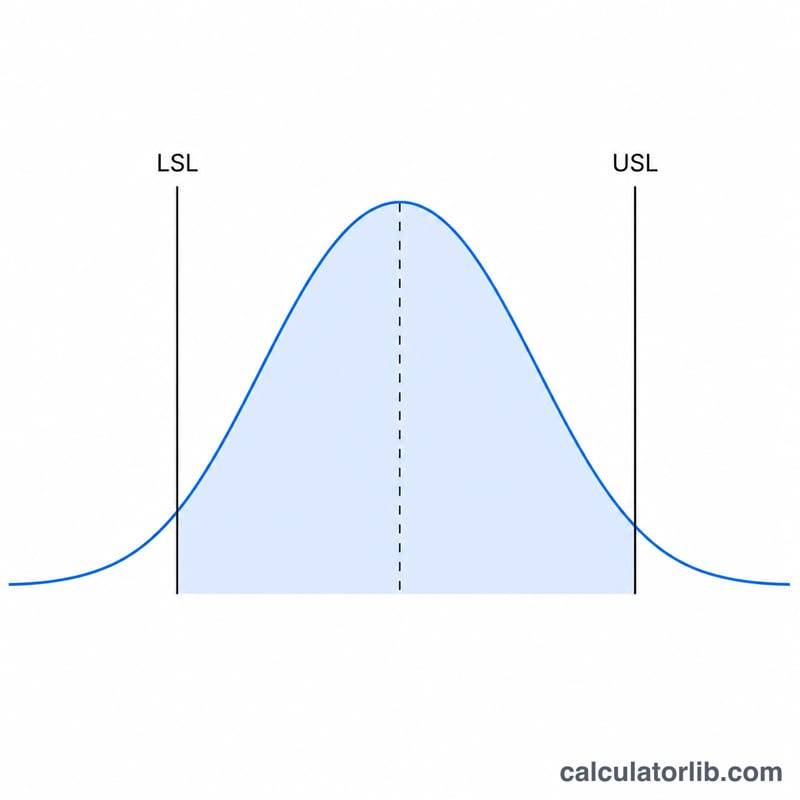
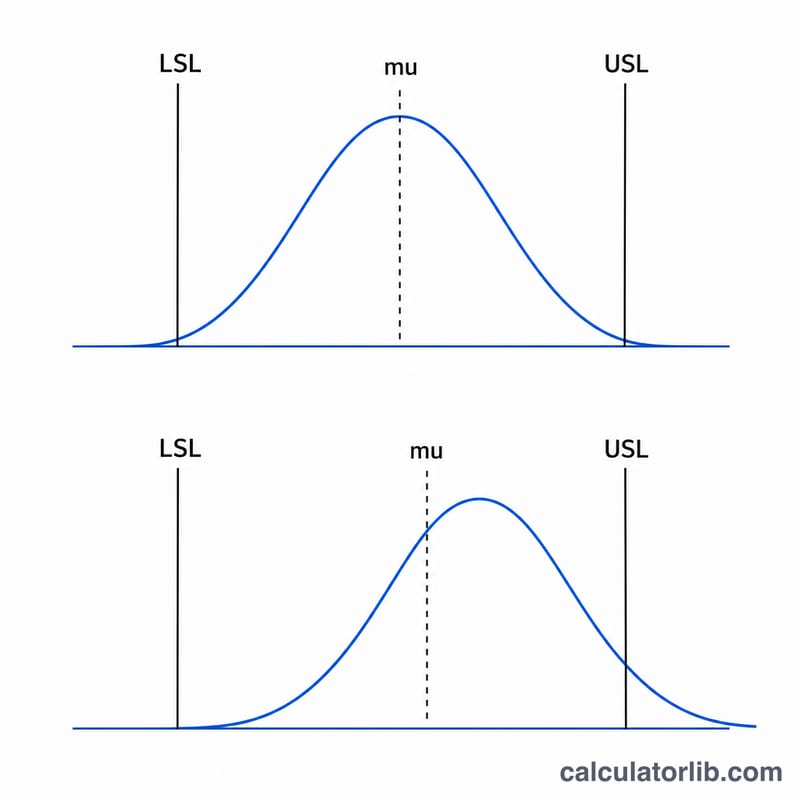
$$C_p = \frac{\text{USL} - \text{LSL}}{6\,\sigma} \qquad C_{pk} = \min\!\left(C_{pu},\, C_{pl}\right)$$ Le dénominateur \(6\sigma\) correspond à la dispersion naturelle du processus (l'intervalle \(\pm 3\sigma\) autour de la moyenne englobe environ 99,73 % de la production). Le Cpk retient la plus petite de deux valeurs unilatérales — $$C_{pu} = \frac{\text{USL} - \mu}{3\,\sigma} \qquad C_{pl} = \frac{\mu - \text{LSL}}{3\,\sigma}$$ ce qui pénalise un processus décentré. Lorsque le processus est parfaitement centré, le Cp est égal au Cpk.
Exemple chiffré
Prenons LSS = 10, LSI = 2, \(\mu = 6\) et \(\sigma = 1\). On obtient $$C_p = \frac{10 - 2}{6 \times 1} = \frac{8}{6} = 1{,}333$$ Par ailleurs, $$C_{pu} = \frac{10 - 6}{3} = 1{,}333 \qquad C_{pl} = \frac{6 - 2}{3} = 1{,}333$$ donc \(C_{pk} = \min(1{,}333\,;\, 1{,}333) = 1{,}333\). Comme le processus est centré, le Cp et le Cpk coïncident.
Questions fréquentes
Qu'est-ce qu'une bonne valeur de Cpk ? En règle générale, un Cpk \(\geq 1{,}33\) indique un processus capable, et une valeur \(\geq 1{,}67\) est préférable pour les caractéristiques touchant à la sécurité.
Pourquoi le Cpk est-il inférieur au Cp ? Le Cpk passe sous le Cp dès que la moyenne du processus s'éloigne du centre de l'intervalle de tolérance. Plus le décentrage est important, plus l'écart se creuse.
Le Cpk peut-il être négatif ? Oui. Si la moyenne sort de l'une des limites de spécification, l'indice unilatéral correspondant devient négatif, signe que le processus génère en moyenne des pièces hors spécification.