Proses Yeterlilik İndeksi nedir?
Proses yeterlilik indeksi, bir üretim ya da iş sürecinin çıktısını spesifikasyon limitleri içinde ne kadar başarılı şekilde üretebildiğini ölçer. Cp, sürecin potansiyel yeterliliğini gösterir; yani proses dağılımının izin verilen toleransa kıyasla ne durumda olduğunu anlatır. Cpk ise gerçek yeterliliği ifade eder ve sürecin limitler arasında ortalanmış olup olmadığını da hesaba katar. Bu indeksler, Altı Sigma ve istatistiksel proses kontrolünün (SPC) temel araçları arasında yer alır.
Bu hesaplama aracı nasıl kullanılır?
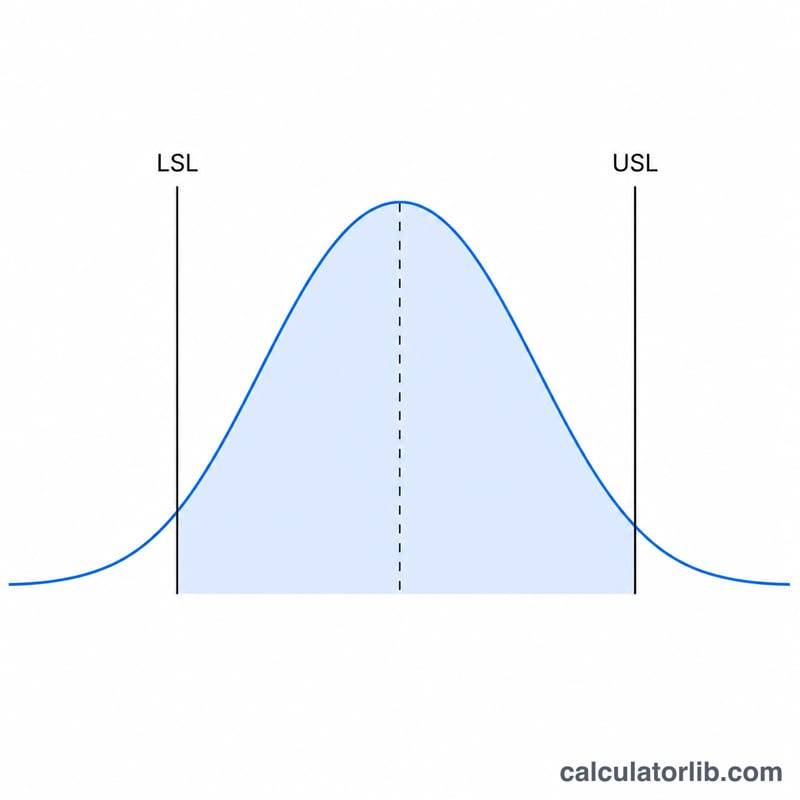
Üst Spesifikasyon Limiti (USL), Alt Spesifikasyon Limiti (LSL), ölçülen proses ortalaması (\(\mu\)) ve proses standart sapmasını (\(\sigma\)) girin. Araç; Cp, Cpk değerlerinin yanı sıra tek taraflı indeksler olan CPU ve CPL sonuçlarını verir. Değer yükseldikçe süreç daha yeterli kabul edilir. Genellikle 1,33 ve üzeri değerler beklenir; kritik özellikler için ise 1,67 ve üzeri tipik olarak istenir.
Formülün açıklaması
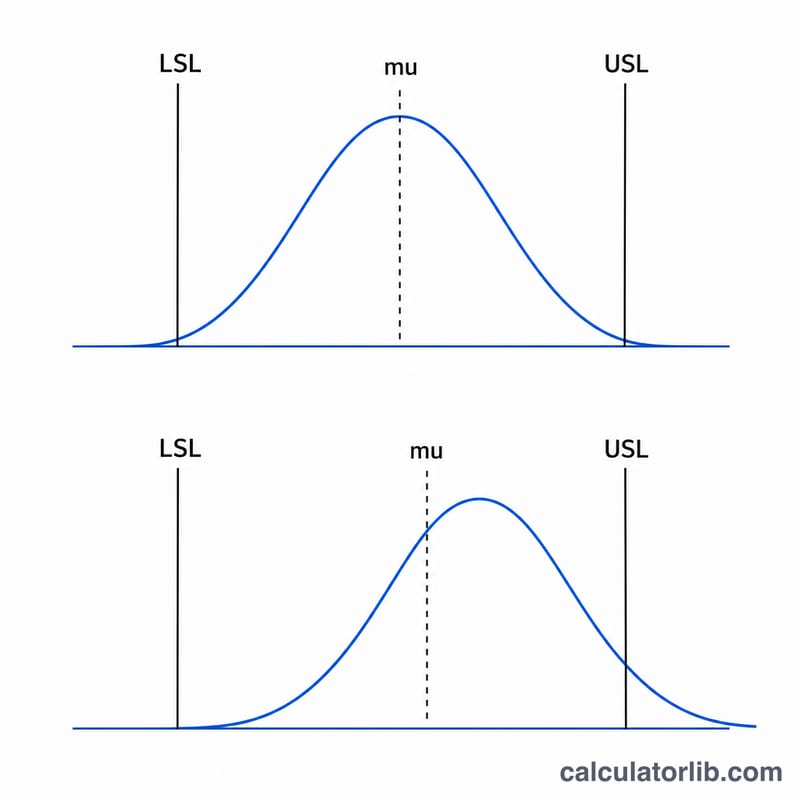
$$C_p = \frac{\text{USL} - \text{LSL}}{6\,\sigma}$$ Paydadaki \(6\sigma\), sürecin doğal yayılımını temsil eder (ortalamanın çevresindeki \(\pm 3\sigma\) aralığı çıktının yaklaşık %99,73'ünü kapsar). Cpk ise iki tek taraflı oranın küçük olanını alır: $$C_{pu} = \frac{\text{USL} - \mu}{3\,\sigma} \qquad C_{pl} = \frac{\mu - \text{LSL}}{3\,\sigma}$$ Böylece ortalanmamış bir süreç cezalandırılmış olur. Süreç tam olarak ortalandığında Cp ile Cpk birbirine eşittir.
Çözümlü örnek
Diyelim ki \(\text{USL} = 10\), \(\text{LSL} = 2\), \(\mu = 6\), \(\sigma = 1\) olsun. Bu durumda $$C_p = \frac{10 - 2}{6 \times 1} = \frac{8}{6} = 1{,}333$$ olur. \(C_{pu} = \frac{10 - 6}{3} = 1{,}333\) ve \(C_{pl} = \frac{6 - 2}{3} = 1{,}333\) olduğundan $$C_{pk} = \min(1{,}333;\ 1{,}333) = 1{,}333$$ bulunur. Süreç ortalandığı için Cp ve Cpk değerleri eşit çıkar.
Sıkça Sorulan Sorular
İyi bir Cpk değeri kaçtır? Genel olarak \(C_{pk} \geq 1{,}33\) yeterli kabul edilir; güvenlik açısından kritik özelliklerde ise \(\geq 1{,}67\) tercih edilir.
Cpk neden Cp'den düşük çıkar? Proses ortalaması spesifikasyon aralığının merkezinden uzaklaştıkça Cpk, Cp'nin altına iner. Merkezden ne kadar saparsa aradaki fark o kadar büyür.
Cpk negatif olabilir mi? Evet. Ortalama, spesifikasyon limitlerinden birinin dışına düşerse ilgili tek taraflı indeks negatif olur ve bu, sürecin ortalama olarak spesifikasyon dışı parça ürettiğini gösterir.