什麼是製程能力指數?
製程能力指數用來衡量一個製造或作業流程,能不能穩定地把產出控制在規格範圍之內。其中 Cp 反映的是潛在能力——也就是製程變異的幅度與允許公差之間的比例;而 Cpk 反映的是實際能力,會把製程平均值是否落在規格中心一併納入考量。這兩項指標是六標準差(Six Sigma)與統計製程管制(SPC)中最核心的評估工具。
如何使用這個計算器
請依序輸入規格上限(USL)、規格下限(LSL)、實測的製程平均值(\(\mu\))以及製程標準差(\(\sigma\))。計算器會立即算出 Cp、Cpk,以及單邊指數 CPU 與 CPL。數值越高,代表製程能力越好;業界通常要求 1.33 以上,而攸關安全或關鍵特性的項目,多半會要求達到 1.67 以上。
公式說明
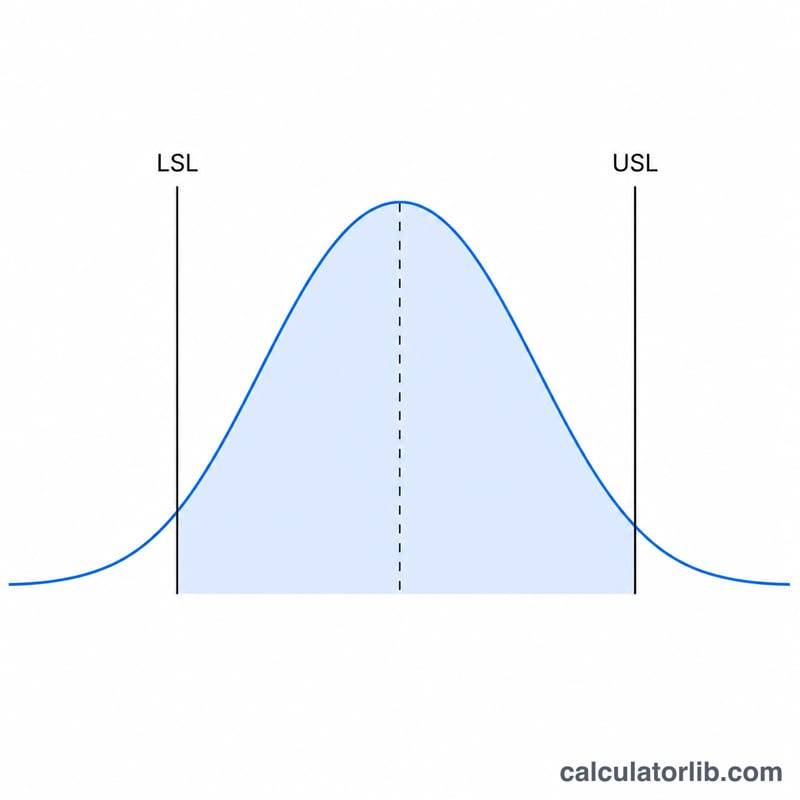
Cp =(USL − LSL)/(6σ)。分母的 6σ 代表製程的自然變異範圍(平均值上下各 ±3σ,約涵蓋 99.73% 的產出)。Cpk 則取兩個單邊比值中較小的一個——CPU =(USL − μ)/(3σ)與 CPL =(μ − LSL)/(3σ)——因此一旦製程偏離中心,數值就會被扣分。當製程剛好落在規格正中央時,Cp 會等於 Cpk。
$$\begin{gathered} C_p = \frac{\text{USL} - \text{LSL}}{6\,\sigma} \qquad C_{pk} = \min\!\left(C_{pu},\, C_{pl}\right) \\[1.5em] \text{where}\quad \left\{ \begin{aligned} C_{pu} &= \frac{\text{USL} - \mu}{3\,\sigma} \\[0.4em] C_{pl} &= \frac{\mu - \text{LSL}}{3\,\sigma} \end{aligned} \right. \end{gathered}$$
實際計算範例
假設 USL = 10、LSL = 2、\(\mu\) = 6、\(\sigma\) = 1。則 $$C_p = \frac{10 - 2}{6 \times 1} = \frac{8}{6} = 1.333$$ $$C_{pu} = \frac{10 - 6}{3} = 1.333 \qquad C_{pl} = \frac{6 - 2}{3} = 1.333$$ 因此 \(C_{pk} = \min(1.333,\ 1.333) = 1.333\)。由於製程正好置中,Cp 與 Cpk 完全相同。
常見問題
Cpk 多少才算好?一般來說,Cpk ≥ 1.33 即視為製程具備足夠能力;若是攸關安全的關鍵特性,則建議達到 1.67 以上。
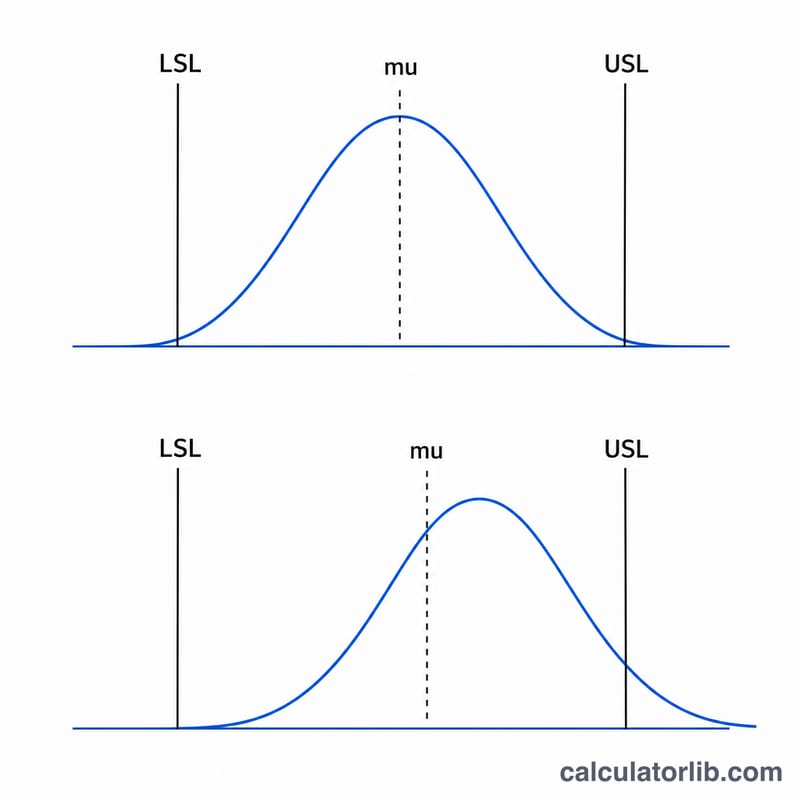
為什麼 Cpk 會比 Cp 低?只要製程平均值偏離規格範圍的中心,Cpk 就會掉到 Cp 之下。偏離得越遠,兩者之間的差距就越大。
Cpk 有可能是負數嗎?會的。如果平均值已經落在某一邊規格界限之外,對應的單邊指數就會變成負值,表示這個製程平均而言已經在生產不良品(超出規格)。