Chỉ số năng lực quá trình là gì?
Chỉ số năng lực quá trình cho biết một quy trình sản xuất hoặc kinh doanh có khả năng tạo ra sản phẩm nằm trong giới hạn kỹ thuật tốt đến mức nào. Cp phản ánh năng lực tiềm năng — so sánh độ phân tán của quá trình với dung sai cho phép — trong khi Cpk phản ánh năng lực thực tế, có tính đến việc quá trình có nằm cân giữa hai giới hạn hay không. Đây là những công cụ cốt lõi trong Six Sigma và kiểm soát quá trình bằng thống kê (SPC).
Cách sử dụng công cụ
Hãy nhập Giới hạn kỹ thuật trên (USL), Giới hạn kỹ thuật dưới (LSL), giá trị trung bình đo được của quá trình (\(\mu\)) và độ lệch chuẩn của quá trình (\(\sigma\)). Công cụ sẽ trả về Cp, Cpk cùng hai chỉ số một phía là CPU và CPL. Giá trị càng cao thì quá trình càng có năng lực; thông thường yêu cầu đạt từ 1,33 trở lên, còn các đặc tính quan trọng thường cần từ 1,67 trở lên.
Giải thích công thức
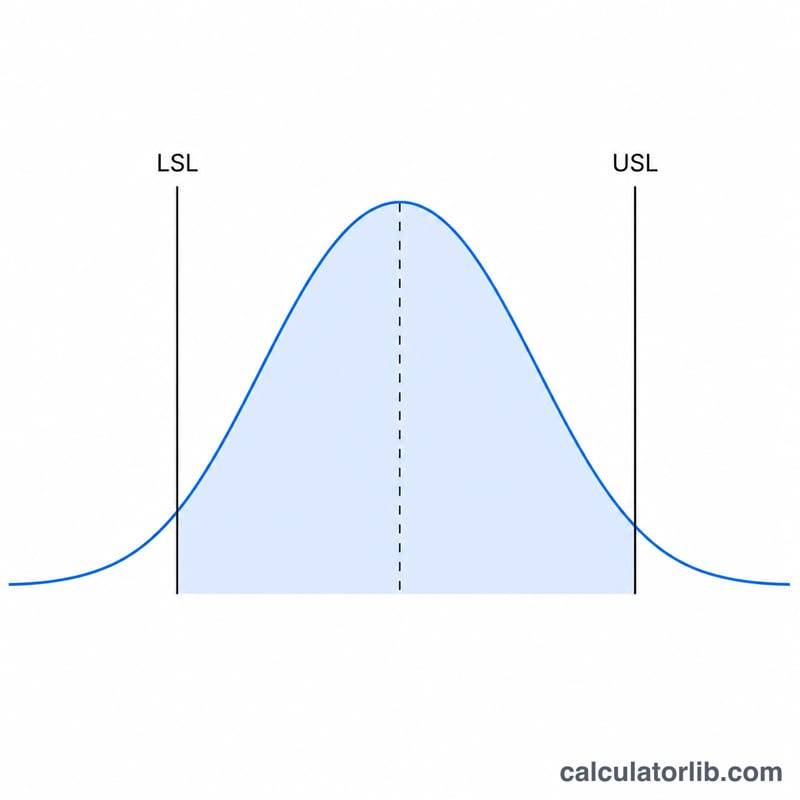
Cp = (USL − LSL) / (6σ). Mẫu số 6σ thể hiện độ phân tán tự nhiên của quá trình (khoảng ±3σ quanh giá trị trung bình bao phủ khoảng 99,73% sản phẩm). Cpk lấy giá trị nhỏ hơn trong hai tỉ số một phía — CPU = (USL − μ)/(3σ) và CPL = (μ − LSL)/(3σ) — nên một quá trình bị lệch tâm sẽ bị "trừ điểm". Khi quá trình cân giữa hoàn hảo, Cp bằng đúng Cpk.
$$\begin{gathered} C_p = \frac{\text{USL} - \text{LSL}}{6\,\sigma} \qquad C_{pk} = \min\!\left(C_{pu},\, C_{pl}\right) \\[1.5em] \text{where}\quad \left\{ \begin{aligned} C_{pu} &= \frac{\text{USL} - \mu}{3\,\sigma} \\[0.4em] C_{pl} &= \frac{\mu - \text{LSL}}{3\,\sigma} \end{aligned} \right. \end{gathered}$$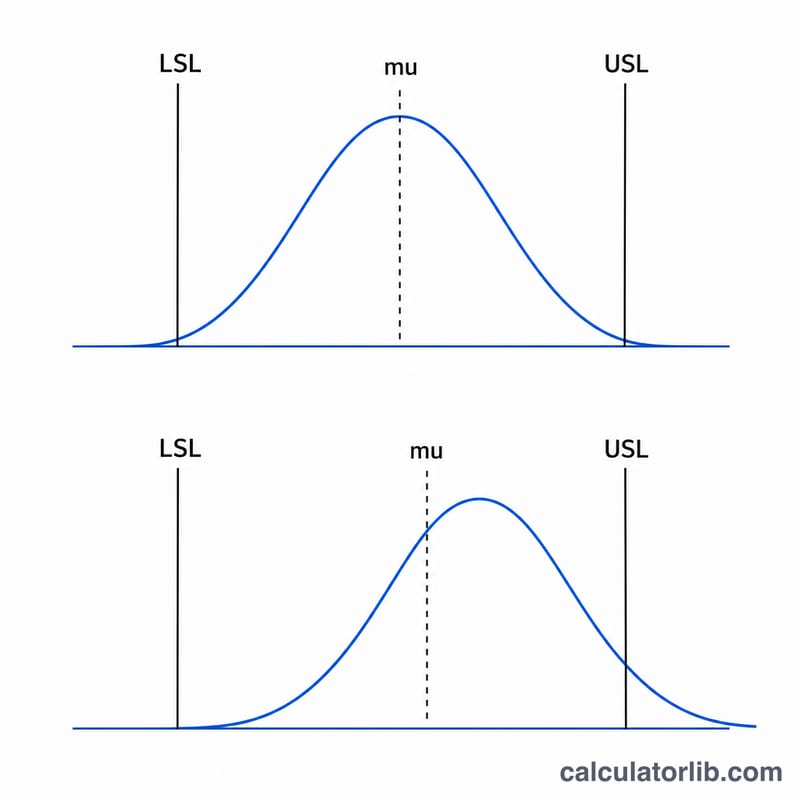
Ví dụ minh họa
Giả sử USL = 10, LSL = 2, μ = 6, σ = 1. Khi đó
$$C_p = \frac{10 - 2}{6 \times 1} = \frac{8}{6} = 1{,}333$$$$C_{pu} = \frac{10 - 6}{3} = 1{,}333 \qquad C_{pl} = \frac{6 - 2}{3} = 1{,}333$$$$C_{pk} = \min(1{,}333;\ 1{,}333) = 1{,}333$$Vì quá trình nằm cân giữa nên Cp và Cpk trùng nhau.
Câu hỏi thường gặp
Giá trị Cpk bao nhiêu là tốt? Thông thường Cpk ≥ 1,33 được xem là đạt năng lực, còn với các đặc tính liên quan đến an toàn thì nên đạt ≥ 1,67.
Vì sao Cpk thấp hơn Cp? Cpk tụt xuống dưới Cp mỗi khi giá trị trung bình của quá trình lệch khỏi tâm của khoảng kỹ thuật. Càng lệch tâm, khoảng cách giữa hai chỉ số càng lớn.
Cpk có thể âm không? Có — nếu giá trị trung bình rơi ra ngoài một giới hạn kỹ thuật, chỉ số một phía tương ứng sẽ mang giá trị âm, cho thấy quá trình tạo ra sản phẩm vượt giới hạn ngay từ mức trung bình.